Komplettanlage für das Entgraten und Finishen von Kurbelwellen
Auch bei kleinen Losgrößen wirtschaftlich
Das Entgraten ist ein elementarer Prozess bei der Herstellung einbaufertiger Kurbelwellen für PKW und LKW. Er ist in puncto Präzision besonders anspruchsvoll, gängige Verfahren sind daher meist mit hohen Investitionen verbunden und wenig flexibel. Indat hat eine robotergestützte Komplettlösung entwickelt, die auch bei kleinen Losgrößen wirtschaftlich arbeiten soll.
")
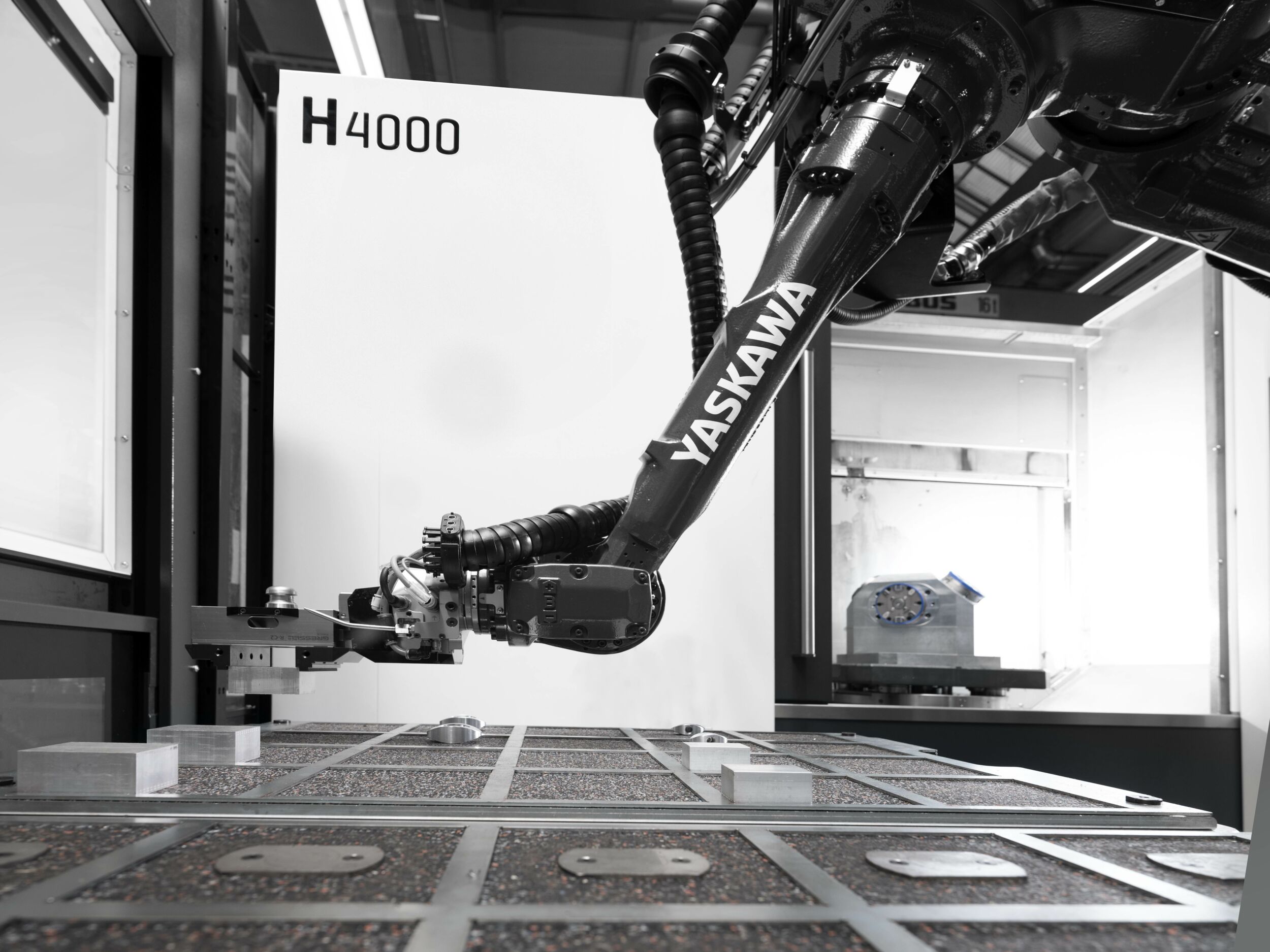
Komplettanlage aus zwei Roboterzellen für das Entgraten von PKW- und
LKW-Kurbelwellen (Bild: Indat Robotics GmbH)
Das Verrunden der Ölbohrungen am Pleuel- und Hauptlager wird dabei von einem Roboter übernommen. Die Lösung besteht aus zwei getrennten Roboterzellen, die in Modulbauweise ausgeführt sind, sich entsprechend an individuelle Anforderungen anpassen und in bestehende Fertigungslinien integrieren lassen. Alle Baueinheiten der Zellen sind auf einer Plattform montiert und vollständig eingehaust. Die beiden Zellen belegen jeweils circa 12m2 Produktionsfläche und können beispielsweise über ein Ladeportal verkettet und über eine Dachluke automatisch beladen werden. Zusätzlich ist eine manuelle Beladung mittels Hebezeug möglich. Bearbeitet werden können Kurbelwellen bis zu einer Wellenlänge von 1.200mm und einem Gewicht von 150kg. In der ersten Zelle werden die Wangen im Schnittauslauf, die beim vorangehenden Dreh-Fräsprozess entstehen, und die Ölbohrungen im Bohrungsverschnitt entgratet. Nach Ablage der Welle auf entsprechenden Prismen, erfolgt das Aufspannen und Zentrieren über einen Reit- und Spindelstock. Beide sind jeweils über einen Servoantrieb genau positionierbar. Die Ausrichtung übernimmt eine Ausrichteinheit, die das erste Hublager der Kurbelwelle in die Nullgradposition bringt. Ein Rotationsantrieb dreht anschließend die Welle in die jeweilige Position zum Entgraten, die vom Roboter mit entsprechenden Werkzeugen durchgeführt wird. Ein automatisches Wechselsystem sorgt für einen schnellen und prozessrelevanten Austausch der unterschiedlichen Entgratwerkzeuge. Ein integrierter Rüstplatz, der von außen zugänglich ist, erlaubt zudem den Wechsel der verschlissenen Werkzeuge ohne Unterbrechung des laufenden Prozesses. Anschließend wird das Werkstück in die zweite Zelle verbracht, in der das Finishing stattfindet. Mit unterschiedlichen Fräs- und Bürstwerkzeugen verrundet der Roboter hier die Ölbohrungen und entfernt die Grate an den Wuchtbohrungen. Die exakte Position der Ölbohrungen am Pleuel-und Hauptlager wird mit Hilfe einer Kamera mit einer Genauigkeit von ±0,1mm ermittelt. Alle notwendigen Werkzeuge in diesem Prozessbereich sind als Doppelsatz in einem Werkzeugregal deponiert. Verschlissene Werkzeuge können ohne Prozessunterbrechung ausgeschleust und ersetzt werden. Nach diesem Prozess ist das Werkstück einbaubereit und kann für den Transport konserviert und verpackt werden.