Automatisiertes Laser- und Kolbenlöten
Lötroboter für die Mobilität der Zukunft
Ob Temperatur, Tankstand oder Tacho – Sensoren und andere Elektronikbauteile werden im Auto allgegenwärtig. Bei der Montage solch hochsensibler Bauteile kann das Löten zur Herausforderung werden. Roboter in integrierten und vollautomatisierten Lösungen schaffen hier Abhilfe.
")
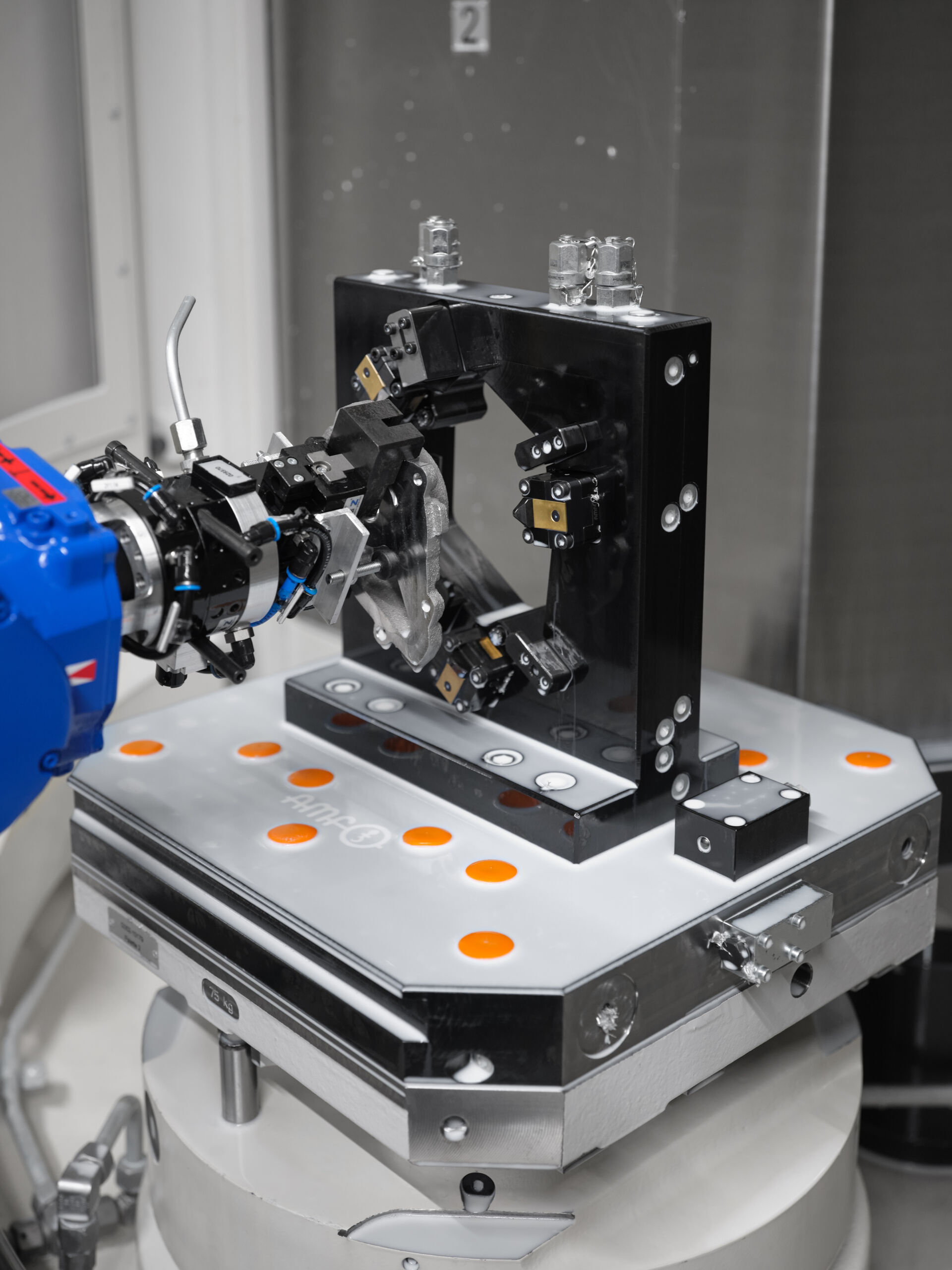
Vollautomatisierte Lötprozesse können gleichzeitig Zeit einsparen und die Qualität verbessern. (Bild: Japan Unix Co., Ltd.)
Die Automobilbranche wandelt sich – das hat auch Auswirkungen auf die Produktion. Mit Elektromobilität, autonomem Fahren und ausgeklügelten Sicherheitssystemen finden immer mehr Elektronikbauteile Einzug in die Produktionsstraßen der Zulieferer und Autobauer – nicht selten sind diese klein, temperaturempfindlich, und hochgradig sicherheitsrelevant. Zugleich sind hohe Stückzahlen und enorme Effizienz gefordert. Das stellt besondere Anforderungen an die Automation, etwa beim Löten kleinteiliger oder komplexer Komponenten. Hilfe versprechen vollintegrierte Lötzellen, wie sie das japanische Unternehmen Japan Unix anbietet.
")
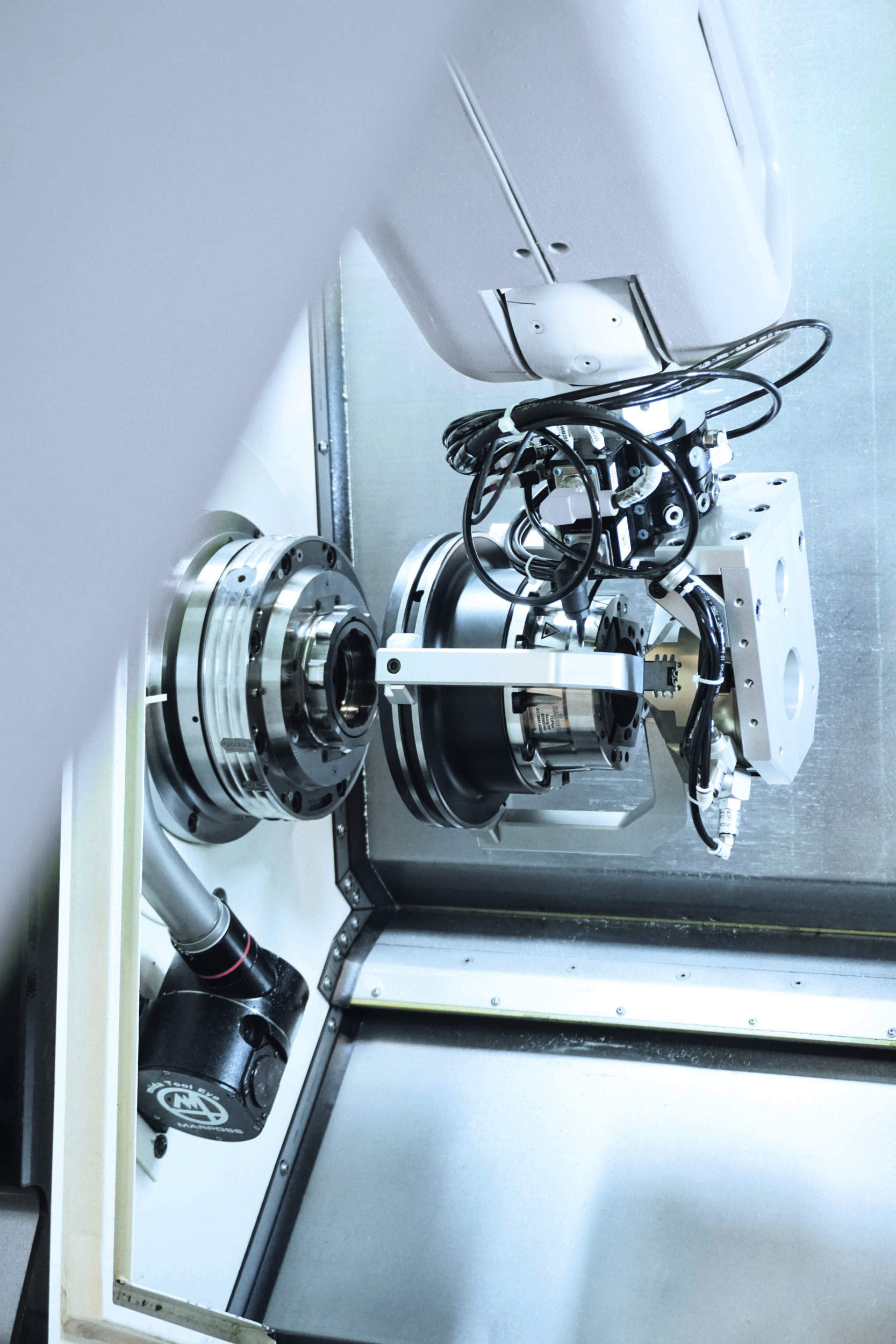
Das Unternehmen Japan Unix verbaut in seinen vollautomatischen Lötzellen Scara- oder Gelenkarmroboter. (Bild: Japan Unix Co., Ltd.)
Löten ist nicht gleich Löten
Die Lötverfahren, die im Automobilbereich eingesetzt werden, sind vielfältig. Reflow- und Wellenlöten haben sich dabei als kosteneffektive Methoden etabliert, die die hohen Stückzahlen der Autobauer gewährleisten können. Für die neuen Anforderungen der Branche sind diese jedoch nicht immer geeignet: Das Wellenlöten, bei dem elektronische Baugruppen mit flüssigem Lot unterspült werden, ist zu ungenau und eignet sich vor allem für massenreiche oder große Bauelemente. Der Reflow-Ofen ist dagegen untauglich für Leiterplatten, die Aluminium enthalten oder in ein Kunststoffgehäuse eingepasst sind, ebenso wie für hitzeempfindliche Bauelemente. Das ist z.B. bei machen Sensoren oder Aktuatoren der Fall. Es bleibt das Löten von Hand – eine bewährte, jedoch zunehmend unwirtschaftliche Alternative.
Lötroboter statt Handarbeit
Hier kommen Lötroboter ist Spiel, die der Mechanik des Handlötens nachempfunden sind. Entweder mit klassischem Lötkolben oder mit einem speziellen Laser können sie Lötstellen punktuell, präzise, und schnell bearbeiten. Je nach Technologie unterscheidet sich dabei der Prozess und die Wärmeübertragung, mit Auswirkungen auf das Ergebnis des Lötvorgangs. Beim Kolbenlöten wird das Metall des Kontaktpunktes sowie der Lötdraht erhitzt, um eine Legierung der Metalle zu bilden. Dabei werden auch die umliegenden Bereiche der Leiterplatte erwärmt. Besonders empfindliche Elemente können dadurch beschädigt werden. Für solche Anwendungen empfiehlt sich deshalb eine kontaktlose Methode wie das Laserlöten. Wärme entsteht hier erst, wenn der Laserstrahl auf die Lötstelle trifft und bleibt lokal begrenzt. Intensität und sogar Form des Laserstrahls lassen sich variieren und individuell an Geometrie und Temperaturbeständigkeit des Bauteils anpassen. Für ultrakleine Bauteile beispielsweise kann der Laserstrahl auf Punkte kleiner als 200µm konzentriert werden – auch in zerklüfteten Leiterplatten oder durch eine enge Öffnung hindurch. Ein weiterer Vorteil: Laser-Lötroboter kommen ohne Verschleißteile wie Lötspitzen aus und sind nahezu wartungsfrei. Das spart Kosten und gerade in automatisieren Systemen auch Zeit: Da sich der Lötkolben mir zunehmendem Gebrauch in Form und Größe verändert, müssen die Lötparameter regelmäßig angepasst oder die Lötspitze gereinigt werden. Beim Laserlöten dagegen ist es völlig ausreichend, die Positionierung einmal am Tag zu überprüfen.