Kleinservomotor mit Kompaktverstärker
Die mechatronische Komplettlösung für die Greiferspinne besteht zum einen aus dem Antriebsverstärker, der als Schaltschrankvariante in IP20 verfügbar, aber auch als Ausführung in Schutzart IP65 für die Montage im direkten Maschinenumfeld geeignet ist. Für die Feldbusintegration stehen zudem verschiedene Schnittstellen wie CANopen oder Ethercat zur Verfügung. Das Unternehmen hat sich aufgrund der vorhandenen Siemens-Steuerung für die Version des Antriebsverstärkers mit Profinet-Interface entschieden. Die grafische Benutzerschnittstelle MotionGUI sorgt für eine intuitive Führung des Bedieners bei der Inbetriebnahme, der Diagnose sowie im Servicefall. Teil zwei ist ein industrietauglicher Kleinservomotor der Baureihe Cyber Dynamic Line. Er ist je nach Aufgabenstellung in verschiedenen Baugrößen und Leistungsbereichen verfügbar. „In der Greiferspinne ist ein Servomotor mit einem Außendurchmesser von 32mm und einer Nennleistung von 110W integriert“, erklärt Schneiderbauer. „Die runde Bauform passt vom Design her in die mechanische Ausführung des Carbonrohrrahmens. Mit seinem Gewicht von etwa 220g ist der Motor leichter als vergleichbare Antriebe auf dem Markt.“
Lage für Lage: Schichtaufbau in einem Werkzeug
Die Prozessinnovation der neuen Greiferspinne ist das lagenweise Schichten und Aushärten der verschiedenen Composite-Bestandteile in einem Werkzeug. Zu Beginn des Handlings werden die Greifpositionen entsprechend der zu verarbeitenden Lagenformate – von 300×100 bis 1.300x400mm – aus dem CAD in die Maschinensteuerung übernommen. Die Steuerung positioniert zunächst die Sauggreifer in x- und y-Richtung, bevor sie sie dann innerhalb eines Linearhubes von 100mm entsprechend der Höhe der Composite-Matte bzw. des PU-Kerns vorpositioniert. Während der Roboter die Greiferspinne absenkt, werden die Sauggreifer durch die Kleinservomotoren passend zur Geometrie individuell an das Werkstück herangefahren, um dieses mit Unterdruck aufzunehmen. „Nachdem eine Matte gegriffen wurde, wird sie durch Verfahren der Achsen vorgeformt, um ein faltenfreies Ablegen auf dem Werkzeug zu gewährleisten“, beschreibt Schneiderbauer den Prozess. „Danach wird die Matte vakuumiert und bei ca. 80°C umgeformt. Als zweite Lage setzt die Greifspinne jetzt den PU-Kern auf die erste Matte. Im letzten Schritt wird über die Greifeinheit millimetergenau und vorgeformt die zweite Composite-Matte aufgelegt und in weiterer Folge das gesamte Bauteil bei 120°C ausgehärtet. Dann ist das Composite-Bauteil aus faserverstärkten Kunststoffen fertig, ohne dass das Gewebe wie in bisherigen Verfahren zwischen den einzelnen Prozessschritten aufwendig gehandelt und gelegt werden muss.“
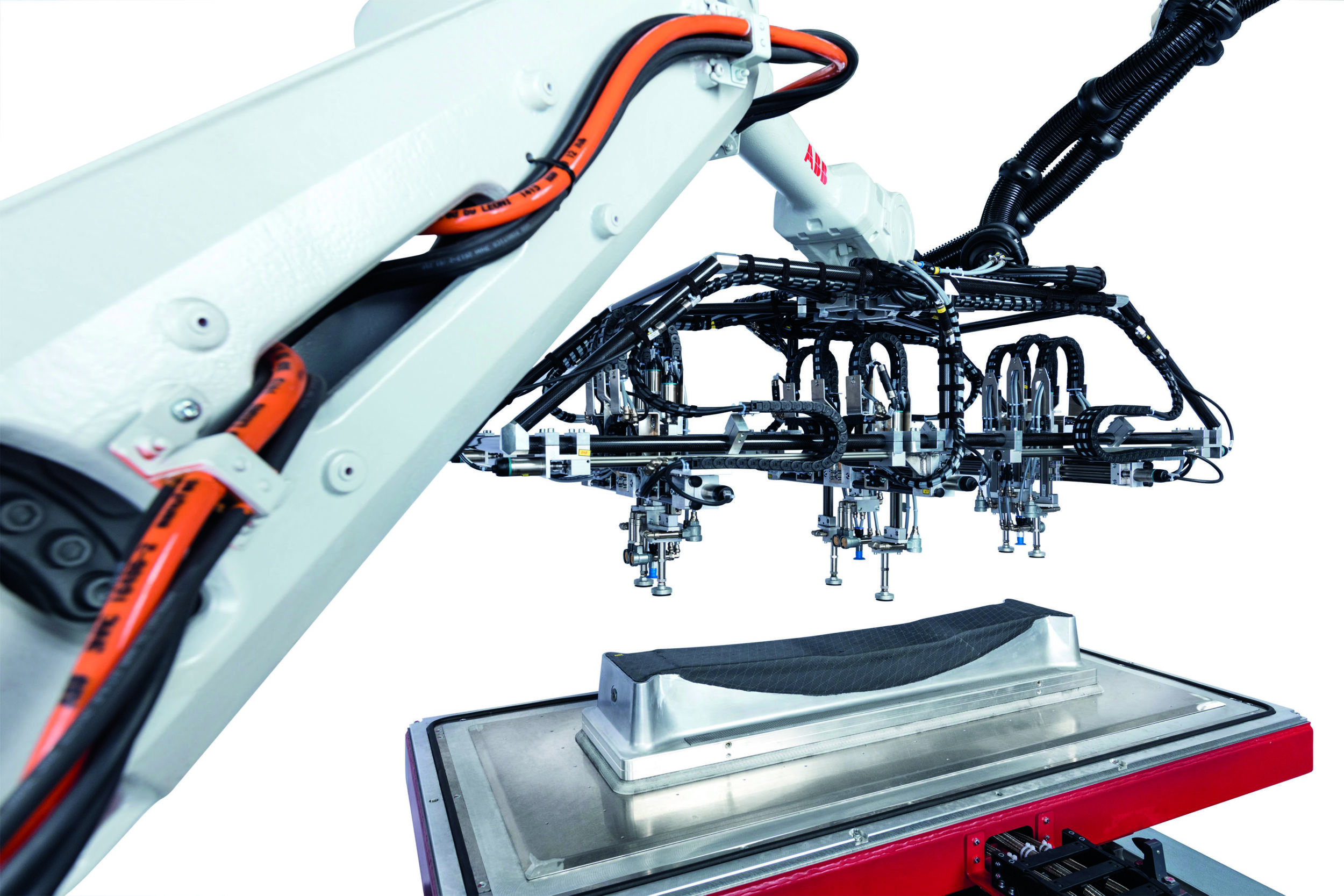
Das Handling-System realisiert mit der neuen Greiferspinne das lagenweise Schichten und Aushärten der verschiedenen Composite-Bestandteile in einem Werkzeug. (Bild: Wittenstein AG)
Greiferspinne: Handhabungslösung mit Marktpotenzial
Mit der Greiferspinne für das automatisierte Handling von Composite-Bauteilen ist eine handhabungstechnische Lösung gelungen, die für viele Branchen und Anwendungen interessant sein dürfte. Hierzu gehören u.a. weitere Prozesse der CFK- und GFK-Verarbeitung, das Handling von Folien, die Cutter-Automation und Transfersysteme für das Stapeln oder die Prozesszuführung von Werkstücken. Das punktgenaue Anfahren unterschiedlicher Greifpositionen durch die intelligenten Antriebssysteme bietet auch in diesen Applikationen die notwendige Flexibilität für eine prozessgerechte und wirtschaftlich effiziente Handhabungslösung. Auch wenn die Komponenten der mechatronischen Lösung aufeinander abgestimmt sind, war es doch hilfreich, sich gemeinsam Gedanken über die Auswahl der Antriebe zu machen – und beispielsweise mit der Auslegungssoftware Cymex 5 zu arbeiten. Eine Parametrierung von Motor und Regler ist nicht erforderlich, was die Inbetriebnahme beschleunigt. Das bestätigt auch Schneiderbauer: „Wir konnten das System in geringer Zeit ohne weitere Unterstützung in Betrieb nehmen.“ Das Einkabel-Konzept ermöglicht eine schnelle und kostengünstige Verkabelung und spart Gewicht ein.