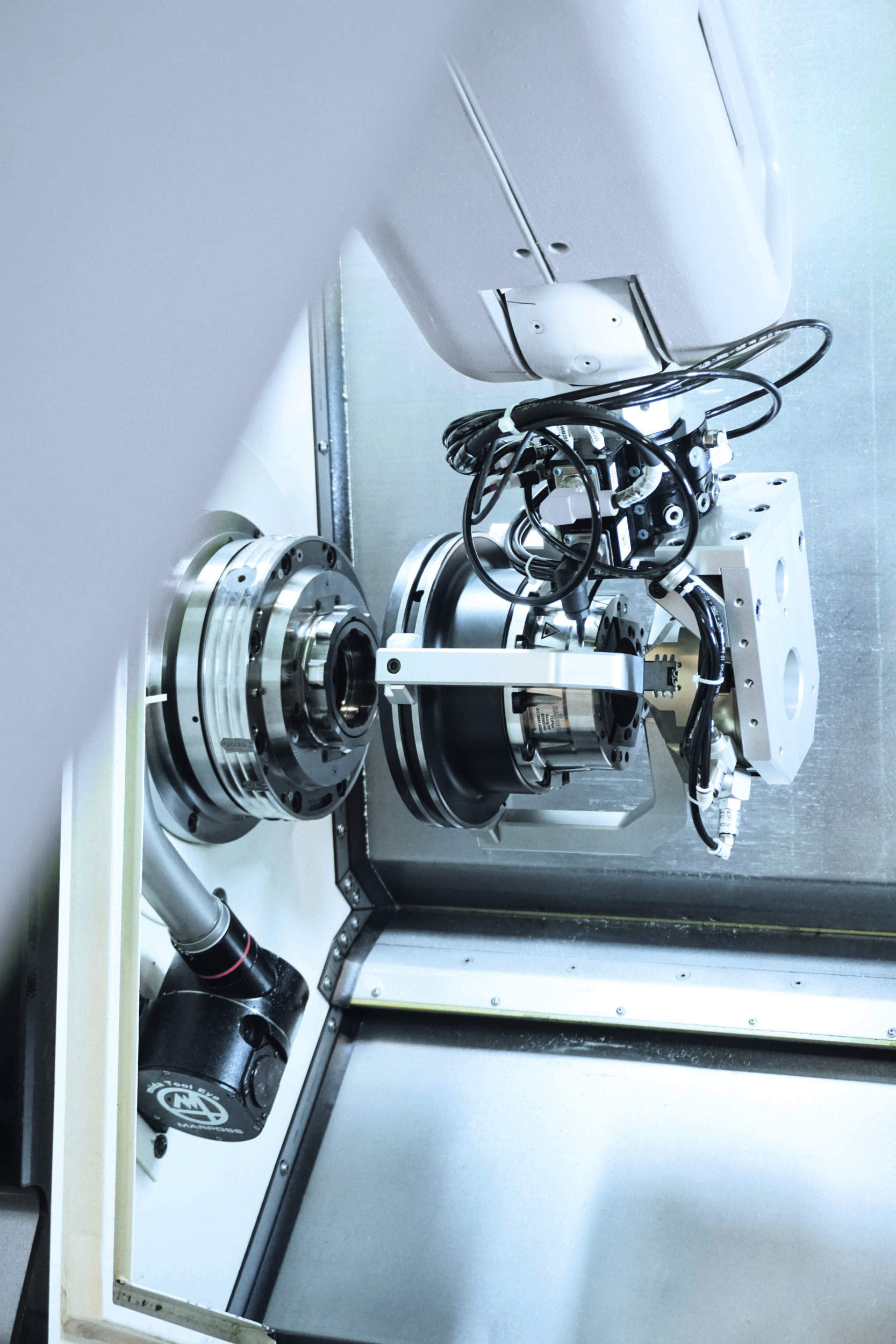
Platzmangel in der Prüfzelle
Dieser Mangel führt dazu, dass sich Prüfabläufe in der Testzelle aus Platz- und Zeitgründen zwangsläufig stetig überlappen. Die drei Roboter müssen sich also ihren Arbeitsraum teilen und entsprechend kooperativ miteinander umgehen. Der Blick in den Prüfstand macht schnell klar, warum sich die unter der Decke montierten Knickarmroboter von Mitsubishi Electric immer wieder klein machen müssen. Die Kompaktheit setzt sich fort bei den Controller-Einheiten für die Roboter. Sie sind so kompakt, dass Hahn Automation sie übereinander platziert direkt in die äußere Hülle des Prüfstands integrieren konnte. Damit stehen keine Stand-alone-Controller neben der Anwendung mehr im Weg herum.
Alle 30s ein Turbolader
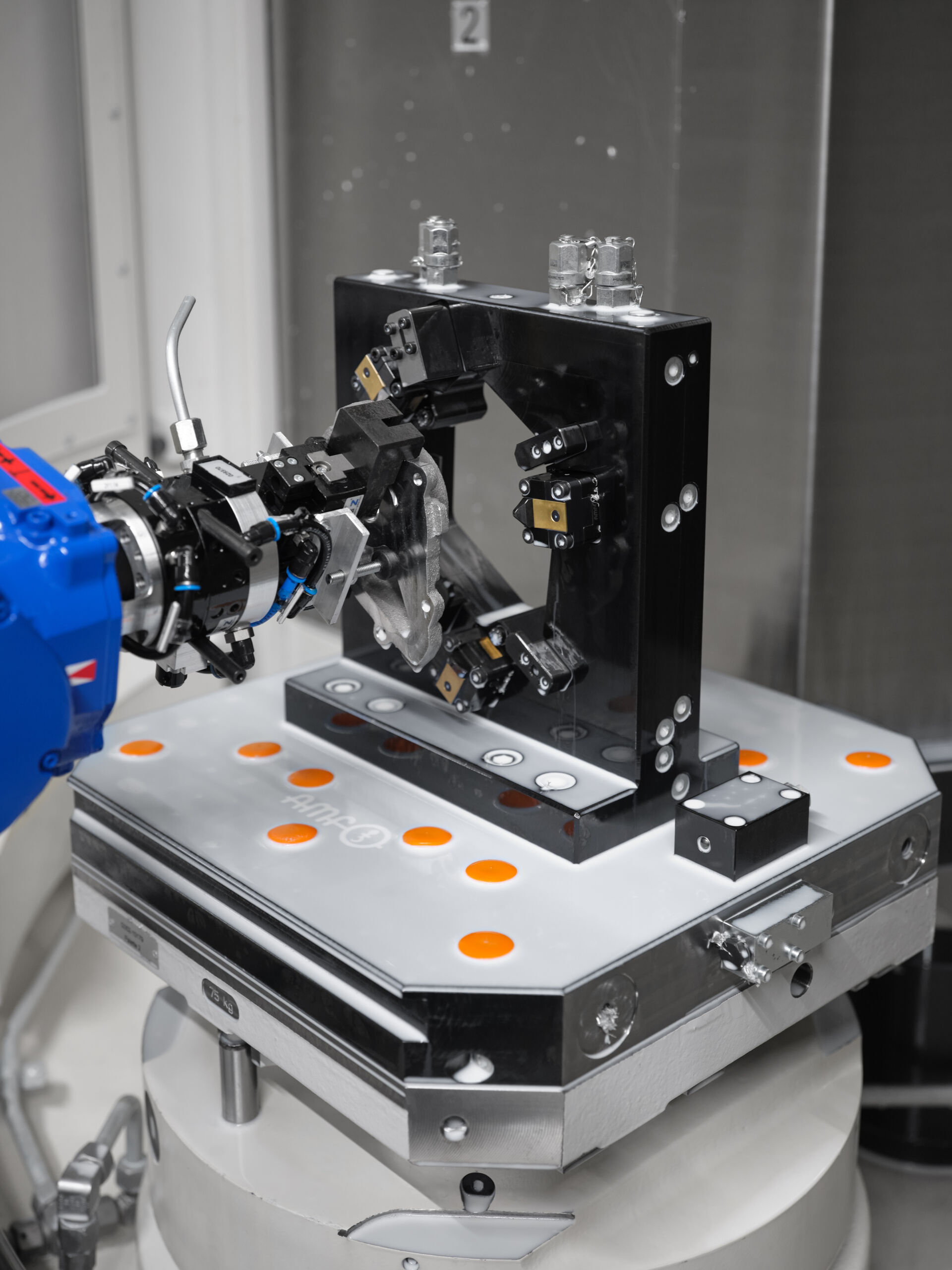
Die Anwendung verfügt über eine Testzeit von 28s. Damit bleiben gerade einmal 2s für das Handling übrig. „Wir haben uns dazu ein geschicktes System überlegt“, merkt der Projektleiter an und spricht im Weiteren von der Zusammenarbeit mit Mitsubishi Electric, „die uns bei der Konzeption der Handling-Abläufe mit ihren Robotern geholfen haben“. Es habe keinen anderen Hersteller gegeben, „der auf so platzsparende Weise in unseren Prüfstand reinpasst“. Für die Montage hat Hahn Automation im Deckenbereich eine Zugangsöffnung definiert, durch die die Roboter hinein- und herausgehoben werden können. Der Bodenbereich ist voll mit Aktorik, Werkstückträgern und Sensorik bestückt, weshalb die drei Roboter nach oben ausweichen mussten.
Digitaler Zwilling für die Inbetriebnahme
Angesichts dieser anspruchsvollen Rahmenbedingungen nutzt Hahn Automation bei der Konzeption von Prüfständen oder anderen Montagezellen ausgiebig die Vorteile der Simulation. Dafür arbeitet die Entwicklung mit der RT ToolBox3, der zentralen Programmierumgebung für alle Roboter von Mitsubishi Electric. Das Engineeringtool sei leicht zu bedienen und führe mit wenigen Parametereingaben schnell zum Ziel. „Damit kann auch ein Projektleiter einen Roboter teachen“, so der Projektleiter mit gewisser Selbstironie. Die mit der Kinematik versehenen Daten aus der 3D-Simulation fließen als digitaler Zwilling bei der Inbetriebnahme direkt in die Robotersteuerung ein. „Die virtuelle Maschine und der reale Roboter sind schon sehr dicht beieinander. Das senkt spürbar die Entwicklungszeit, da vor Ort an der Hardware gearbeiteten werden kann, während woanders das Programm für die Roboter virtuell in Betrieb geht“, fasst Key Account Manager Wolfram Zielke, über drei Jahrzehnte Roboterexperte bei Mitsubishi Electric, die Vorteile zusammen.