Automatisierung bereits bestehender Werkzeugmaschinen
Wege zur Weiterentwicklung
Existing machine tool automation oder kurz EMTA: So lautet der englische Fachbegriff für die Automatisierung bestehender Werkzeugmaschinen. Diese wird oft pauschal als zu kompliziert oder zu teuer abgetan. Die Praxis hingegen belegt, in wie vielen Fällen Bestandsmaschinen in der spanabhebenden Fertigung durch die Integration von Robotern an Produktivität und Flexibilität gewinnen.
")
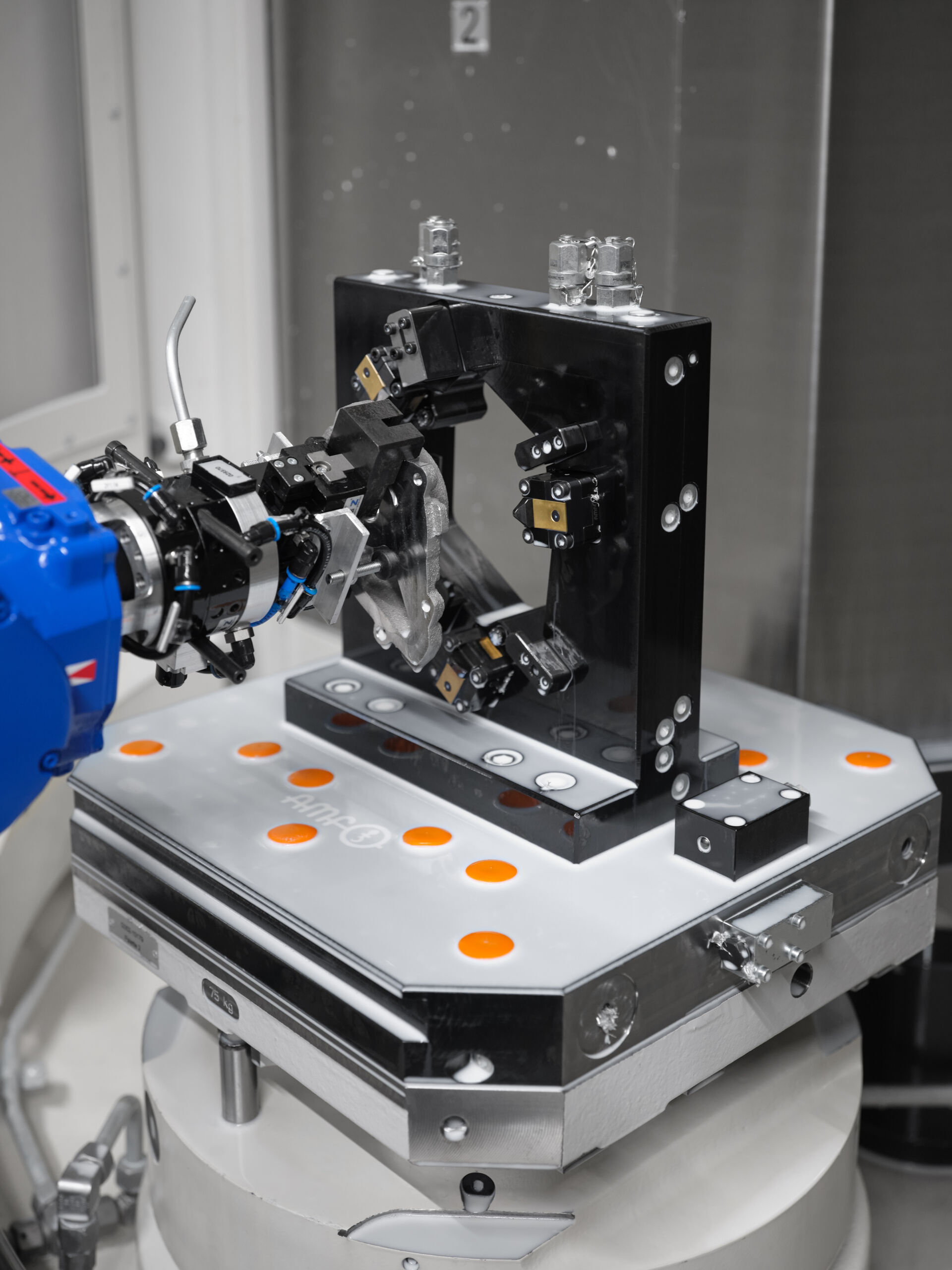
(Bild: Fastems Systems GmbH)
Mit EMTA lassen ganz unterschiedliche Lösungen automatisieren: Standalone-Maschinen genauso wie Maschinen, die bereits in eine Art Automatisierungssystem integriert sind oder auch eine Kombination aus beidem. Drei aktuelle Beispiele:
- • Buck CNC Technik automatisierte eine Mori-Seiki-Bestandsmaschine und ein neues Dreh/Fräs-Zentrum von Index in einer Roboterzelle als Komplettsystem.
- • Kongsberg Automotive integrierte fünf bestehende Makino-Maschinen in ein flexibles Fertigungssystem.
- • Supset automatisierte eine bestehende Matsuura-Fräsmaschine vom Typ H.PLUS 603.
Für einen Überblick zum Potenzial von EMTA in der spanabhebenden Fertigung, hat Fastems die wichtigsten Perspektiven rund um das Thema in einem Leitfaden zusammengefasst. Es werden mögliche Automatisierungsoptionen vorgestellt und die Beweggründe erörtert. Auch die praktischen Aspekte zu den Themen Schnittstellen, Projektmanagement oder Sicherheit sowie notwendige Modifikationen an den Maschinen werden ausführlich dargestellt.
")
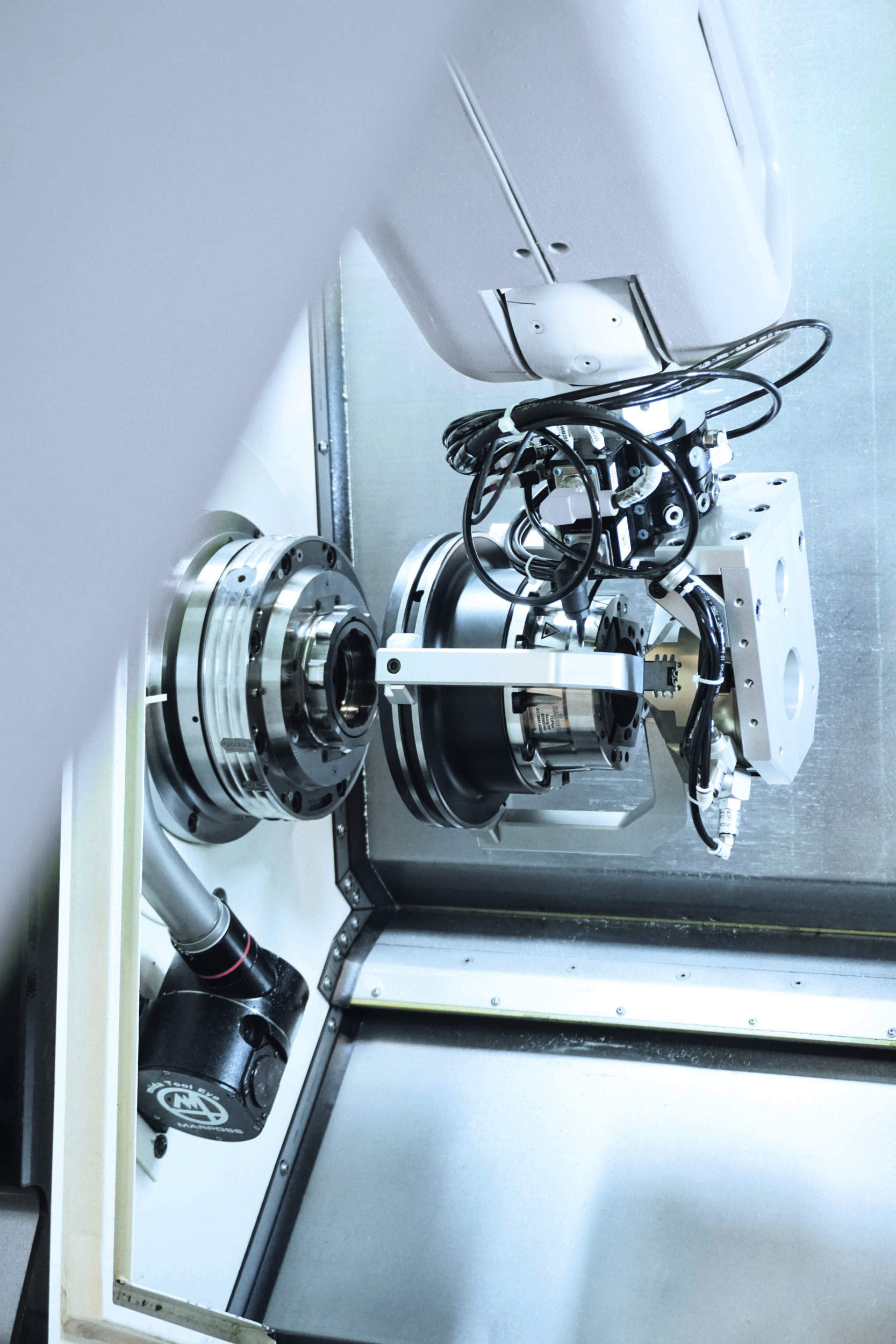
(Bild: Fastems Systems GmbH)
Warum automatisieren?
Nicht nur die Produktionskapazitä, sondern such Auslastung, Durchlaufzeiten, Rentabilität oder Fertigungsqualität lassen sich so verbessern. Auch validierbare Analysen, Kenngrößen und KPIs kann eine Automatisierung umgehend liefern. Letztlich lassen sich Störungen durch veraltete Automatisierungshardware in den Prozessabläufen ebenso ausschließen. Im Großen und Ganzen lässt sich EMTA in zwei Hauptkategorien unterteilen. Kommt aus einem bestimmten Grund eine physische Schnittstellenverbindung nicht in Frage, können die Produktionsplanung, das Ressourcenmanagement und die Bedienerführung immer noch mit Softwarelösungen von Fastems wie Work Cell Operations (WCO) automatisiert werden. Ist eine physische Schnittstelle vorhanden, kann die Maschine selbst automatisiert werden, z. B. mit einem Roboter an einer Dreh- oder Fräsmaschine.
Der Schlüssel zum Erfolg beim Thema EMTA ist eine Kombination aus Projektmanagement, Schnittstellen und Sicherheit. Aus der Sicht von Fastems sollte ein solches Projekt immer aus einer Vorstudienphase und einer Projektphase bestehen. Auf Grundlage der vorab gesammelten Informationen können die Potenziale, die technischen Voraussetzungen sowie Gegebenheiten und die betriebswirtschaftliche Betrachtung im Detail bestimmt werden. In der Projektphase werden die Verantwortlichkeiten des Endkunden, des Automatisierungsanbieters und des Herstellers bzw. Händlers der Werkzeugmaschine festgelegt und das Projektteam gebildet. Danach wird der Zeitplan zur Umsetzung des Projektes festgelegt.
In Planung und Ausführung zu berücksichtigen sind die Anzahl, der Typ und das Alter der Maschinen, die Steuerung und in diesem Zusammenhang die Versionen der Maschinensoftware – um nur einige Aspekte zu nennen. Darüber hinaus ist auch eine enge Zusammenarbeit zwischen Maschinenhersteller und Automatisierungsanbieter wichtig. Basierend auf dem Bedarf des Kunden und aktuellen Situation im Shop-Floor werden Art der Anbindung und Grad der Automatisierung ausgewählt. Ob bei der Automatisierung Anpassungen an den Maschinen nötig sind, entscheidet ebenfalls die jeweilige Anwendung. Zu den relevanten Faktoren gehören etwa, ob die Maschine bereits Bestandteil eines Automationssystems ist oder ob sie über einen automatischen Palettenwechsler verfügt. Natürlich konzipiert Fastems die jeweilige Automatisierungslösung so, dass sie den geltenden Normen und Vorschriften entspricht.