Komplexe Automatisierung für die Bearbeitung von Turbinenschaufeln
Hohe Bearbeitungstiefe
Heutige Flugzeugantriebe sind Wunderwerke der Technik. Vor allem die Schaufeln im Heißgasbereich müssen Belastungen aushalten, die noch vor nicht allzu langer Zeit als nicht beherrschbar erschienen. Da das weltweit steigende Luftverkehrsaufkommen zu rapide wachsender Nachfrage führt, muss die bisherige Art der Fertigung modernisiert werden. Hierbei bietet eine automatisierte Fertigungsanlage mit vier parallel arbeitenden Schleifbearbeitungszellen große Vorteile.
")
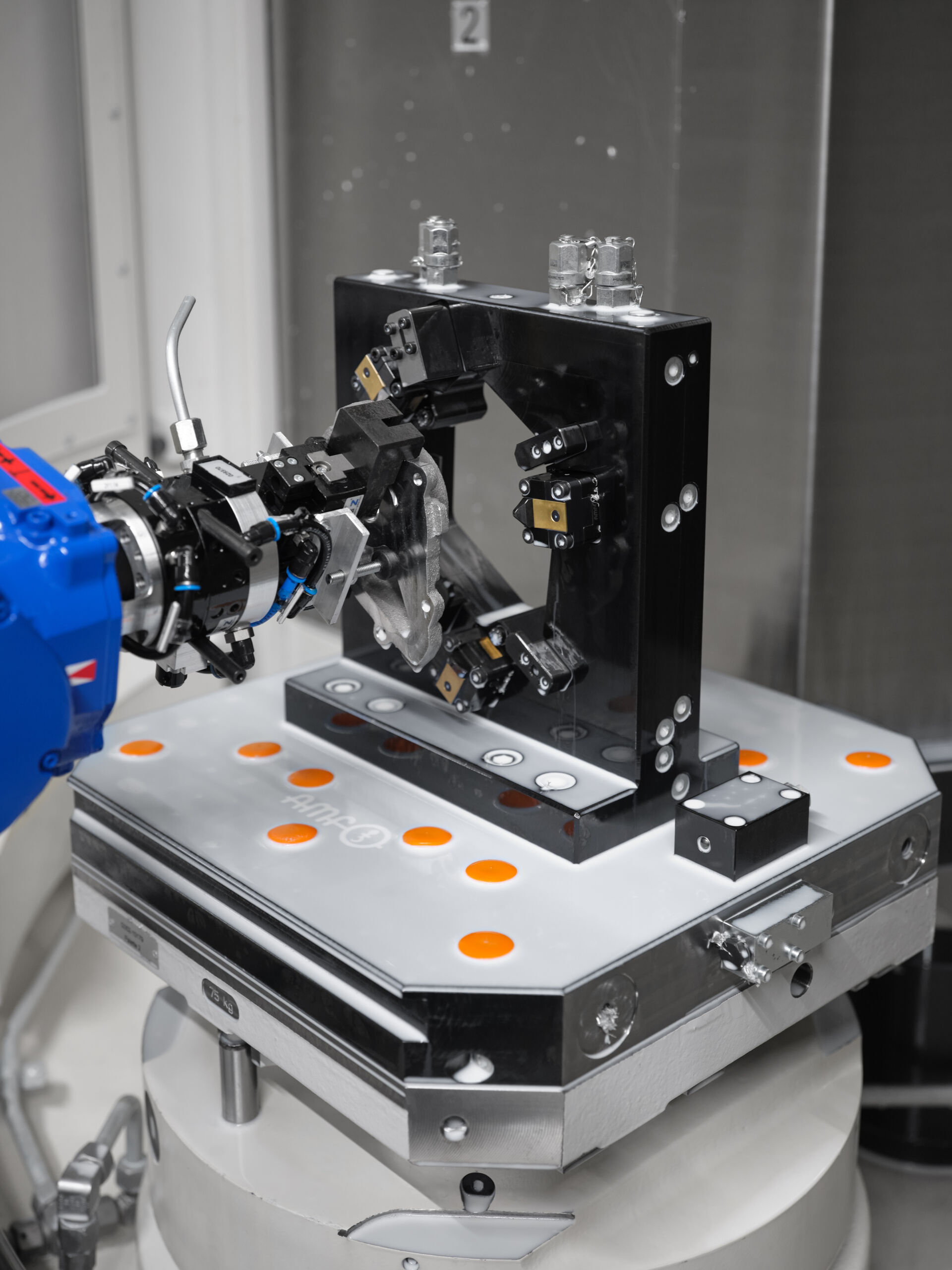
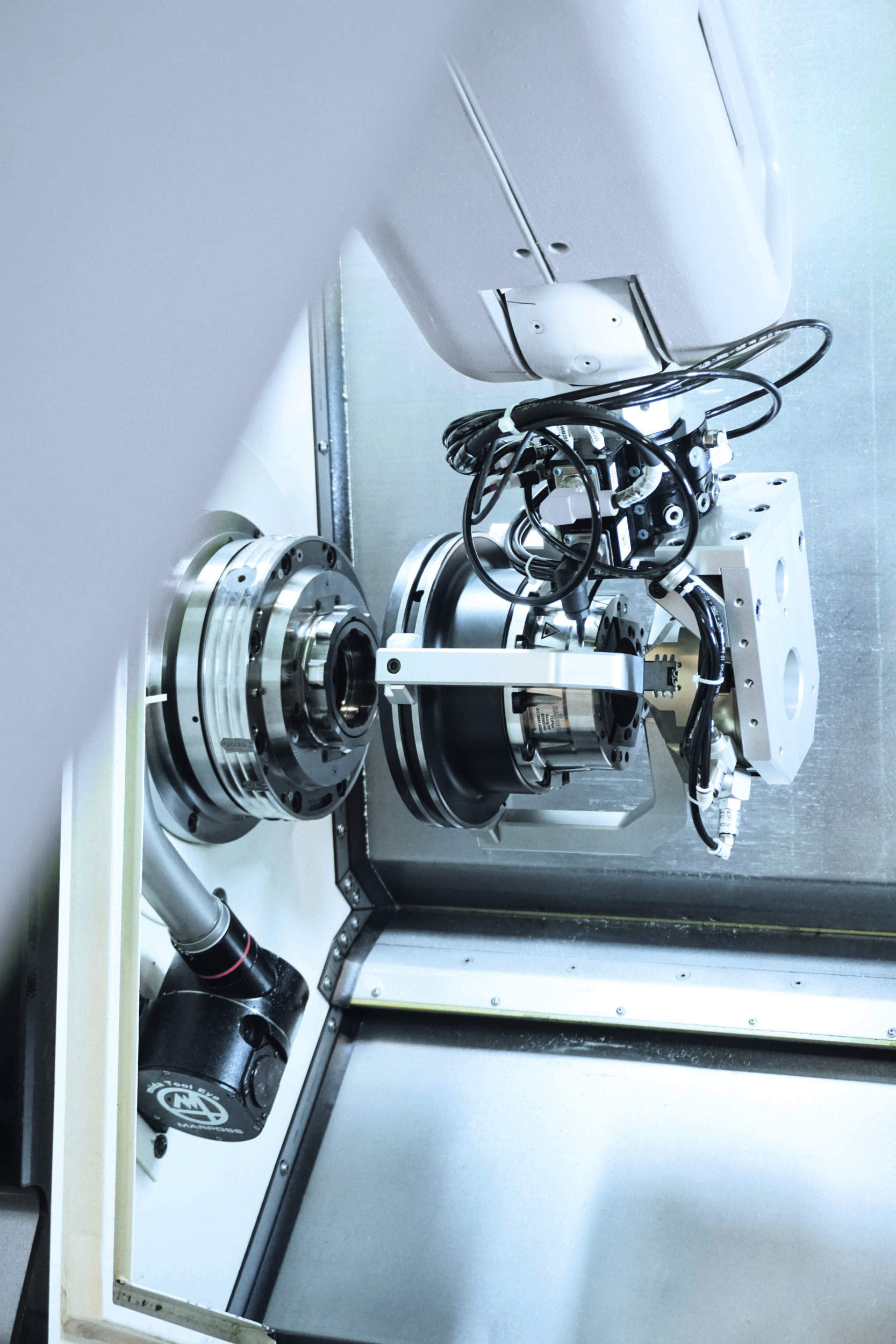
Die neue Automationslösung von Liebherr bei der MTU in München besteht aus vier parallel arbeitenden Schleifbearbeitungszellen. Jede Zelle beinhaltet ein Schleifbearbeitungszentrum, das von einem Roboter versorgt wird. (Bild: Liebherr-Verzahntechnik GmbH)
Die MTU Aero Engines gehört zur Spitzengruppe der Hersteller von Luftfahrtantrieben aller Leistungsklassen sowie von stationären Industriegasturbinen. Bei Turbinenschaufeln handelt es sich um Gussteile aus schwer zerspanbaren Nickelbasislegierungen mit hochkomplexer Geometrie, die mit großer Präzision bearbeitet werden müssen. Im Betrieb müssen die Schaufeln extreme Bedingungen – enorme Fliehkräfte, Temperaturen nahe am Schmelzpunkt und starke Vibrationen – aushalten. Ein Bruch könnte zur Zerstörung des Triebwerks führen. Für alle Schritte der Herstellung gelten daher äußerst strenge Qualitätsanforderungen.
Hoch automatisierte, flexible Fertigungsanlage
Um die steigende Nachfrage bedienen zu können, entschied sich das Unternehmen für eine hoch automatisierte Fertigungsanlage. Hier reicht ein Mitarbeiter aus, um eine hohe Bearbeitungstiefe an vier parallel arbeitenden, vollautomatischen Schleifbearbeitungszellen zu erreichen. Jede Zelle besteht aus einem sechsachsigen Schleifbearbeitungszentrum Prokos XT von Blohm, das von einem Roboter der Firma AMT versorgt wird. Der Roboter erhält Werkstücke, Spannvorrichtungen, Abrichtwerkzeuge und Greiferzangen von einem vollautomatischen Liebherr-Palettenhandlingsystem (PHS). Aufgrund der 250 Palettenplätze kann es die Bearbeitungszentren für mindestens 66h mannlos versorgen, sodass die Anlagen auch bei Bedienung in Gleitzeit ein komplettes Wochenende durcharbeiten können. Auf der anderen Seite der Fertigungszellen verläuft ein ebenfalls von Liebherr geliefertes Ladeportal (LP), über das die Maschinen mit Werkzeugen und Schleifscheiben versorgt werden. Gehirn des Ganzen ist ein Leitsystem von Soflex, das alle Anlagen miteinander vernetzt und eine weitestgehend selbstorganisierte Produktion ermöglicht. Das flexible Fertigungssystem kann rund 15 verschiedene Bauteiltypen gemischt in beliebigen Stückzahlen bearbeiten.
Enge Partnerschaft beim Engineering
„Die eigentliche Herausforderung bestand für Liebherr darin, unsere modularen Automatisierungskomponenten so auszuwählen und mit den übrigen Systemen zu verknüpfen, dass ein reibungsloses Zusammenspiel zustande kam“, ergänzt Michael Appel. Zudem übernahm Liebherr auch die Verantwortung für die CE-Zertifizierung der kompletten Anlage. Die Zusammenarbeit im sehr kleinen, dafür aber auch sehr effizienten Engineeringteam wurde von der MTU koordiniert. „Das System, das wir zusammen geschaffen haben, ist sehr komplex und dem bisherigen Stand der Technik weit voraus“, freut sich Weiß. Hierbei habe Liebherr nicht nur durch passende Produkte im Automatisierungsbereich überzeugt: Ebenso wichtig war die Tatsache, dass die eingesetzte Technologie sehr ausgereift ist und sich im Praxiseinsatz bei zahlreichen Anwendern bestens bewährt hat. Das Ramp-Up der Gesamtanlage sei erfolgreich angelaufen und die bisher erzielten Ergebnisse entsprächen den Planvorgaben. Mit der neuen Anlage sehe sich die MTU für die Anforderungen der Zukunft bestens gerüstet.