Optische Prüfung im Fertigungstakt
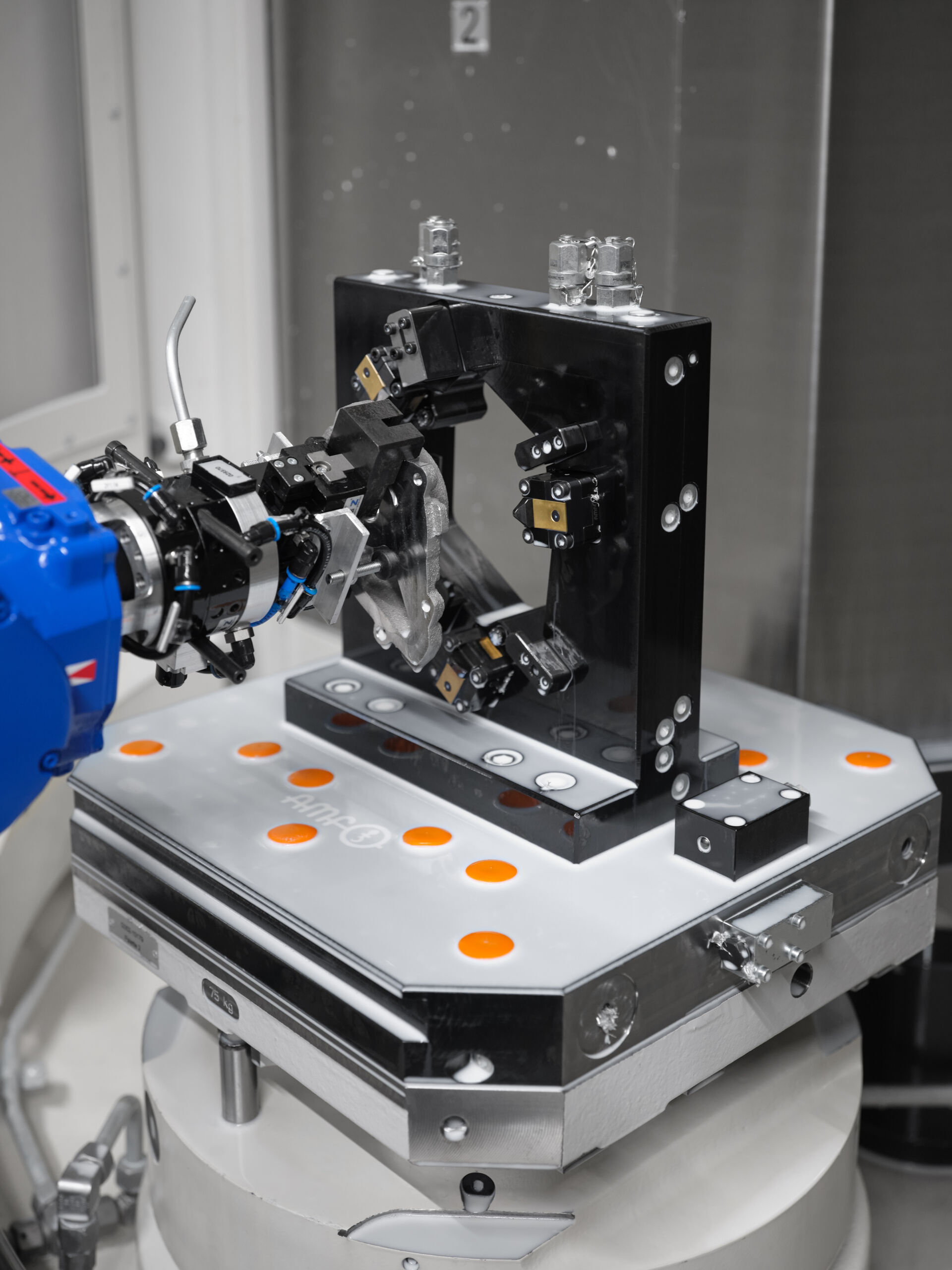
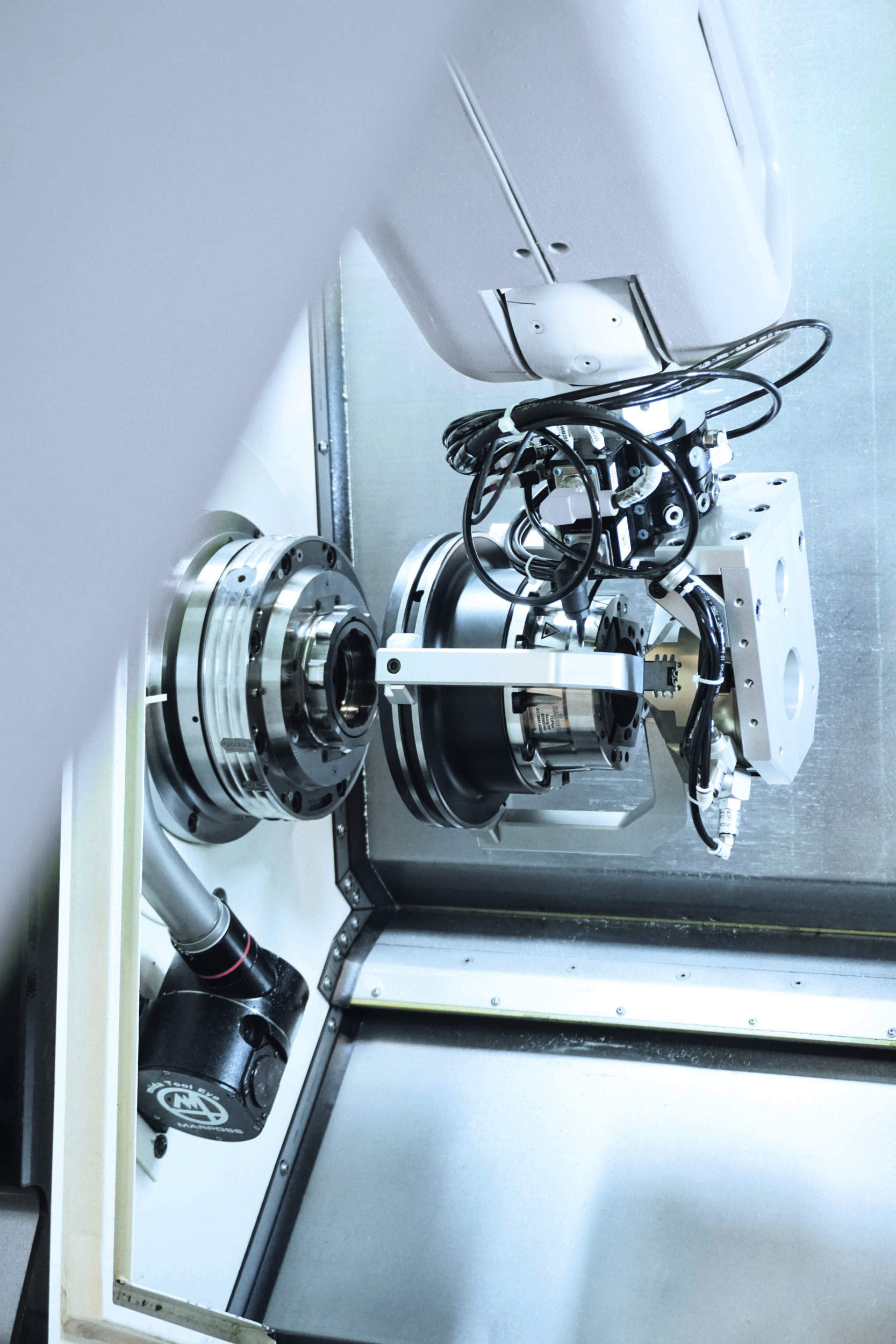
Damit auch schwer zu erreichende Merkmale an den Karosserieteilen geprüft werden können, werden Sechsachsroboter eingesetzt, die über einen großen Bewegungsradius verfügen. Und aufgrund der kompakten Bauweise des Sensors (155x134x125mm) können die geometrischen Merkmale auch in engen bzw. schwer zugänglichen Karosseriebereichen geprüft werden. „Das macht den Sensor für eine Inlineprüfung so interessant“, findet Steinert. Auch die Kombination von drei Messprinzipien – der Mehrlinientriangulation, der Grauwertbildverarbeitung sowie einer Schattenauswertung – in einem Sensor sind für den Karosseriebau ein Pluspunkt. Denn so lassen sich mit dem System auch komplexe Geometriemerkmale wie spezielle Bohrungen, Löcher, Schraubengewinde, Schweißmuttern oder Spalt- und Bündigkeiten messen. „Schweißbolzen, und davon haben wir viele, können inline nur mit dem AIMax-Sensor gemessen werden“, betont Steinert, der das System bereits aus einem VW-Werk in Russland kannte. Die digitale Kameratechnik mit hoher Auflösung sowie einer flexiblen Beleuchtungssteuerung zur Szenenausleuchtung ermöglicht die Kontrastierung von Auswert-Features. So werden z.B. auch Muttern, die hinter einem Blech liegen, gut sichtbar. Aufgrund der adaptiven Beleuchtung lassen sich auch unterschiedliche Werkstoffe messen. Dabei geht alles sehr schnell. Die typische Messzeit inklusive Roboterbewegung beträgt bei dem Sensor 1,8 bis 3,0s pro Messposition. „Aufgrund dieser Schnelligkeit können wir viele Merkmale unserer Karosserieteile in der vorgegebenen Taktzeit prüfen. Das hilft uns, unsere Prozesse zu verbessern.“
Verbesserte Fertigung
„Alle Karosserieteile durchlaufen eine Prüfung. So erkennen wir schnell, an welchen Prozessschrauben wir drehen müssen“, betont Steinert. Für die Qualitätsmitarbeiter ist die Überwachung der Inline-Stationen dabei kein Hexenwerk. Bereits am Monitor jeder Station können sie sich anzeigen lassen, bei welchen Merkmalen und zu welchem Grad der Toleranzbereich ausgenutzt wird. „Bei 75 Prozent Toleranzausnutzung schauen wir sehr genau hin“, so Steinert. Täglich oder auch nach jeder Schicht wird geprüft, wie sich die Werte entwickeln. Was auf jeden Fall vermieden werden soll, ist der Q-Stopp, das heißt ein Fertigungsstopp aufgrund überschrittener Toleranzen. Häufig helfen bei der Klärung von Toleranzabweichungen bereits die von der Kamera des Sensors aufgenommenen und auf Wunsch gespeicherten Bilder der jeweiligen Merkmale. „So erkennen wir ohne großen Aufwand, ob sich z.B. Klebstoff in den Bohrungen befindet“, so Steinert. Das Beispiel zeigt, wie die Daten aus den Inline-Stationen den Qualitätsmanagern bei VW helfen, die Fertigungsprozesse im Werk zu verbessern, und nicht nur im eigenen Haus. Da alle Teile des Crafters zugeliefert werden, versteht sich der VW-Mitarbeiter auch als Prozessverbesserer bei den Lieferanten. Um dieser Funktion gerecht zu werden, hat der Messlaborchef einen zweiten Messraum eingerichtet. In diese Halle lädt er regelmäßig seine Lieferanten ein und ringt mit ihnen um die Einhaltung der Qualitätsvorgaben. Noch demonstriert und erklärt er den Lieferanten anhand der physischen Teile, wo er Probleme sieht und wie sie sich beheben lassen. Zukünftig will er mit Datenbrillen seine Lieferanten in die 3D-Welt ihrer gefertigten Teile mitnehmen. „Da wir optisch messen, besitzen wir ein realitätsgetreues 3D-Modell von den Werkstücken. Das werden wir nutzen, um Fehler virtuell und damit viel eindrucksvoller darzustellen“, freut sich Steinert. Er ist überzeugt, dass dias „das Qualitätsbewusstsein aller Beteiligten nochmals steigern wird“.