Prüfung von Radarkomponenten
Assistenzsysteme auf dem Prüfstand
Die zunehmend eingesetzten Fahrerassistenzsysteme benötigen Radarsensoren. Eine zuverlässige Funktion deren sicherheitskritischen Hochfrequenzsensorik ist nur mit fundiertem Qualitätsmanagement zu gewährleisten. Ein neues Konzept, um große Stückzahlen sicher zu kalibrieren und zu prüfen, setzt auf die Kombination von Roboterarm und Prüfzelle.
")
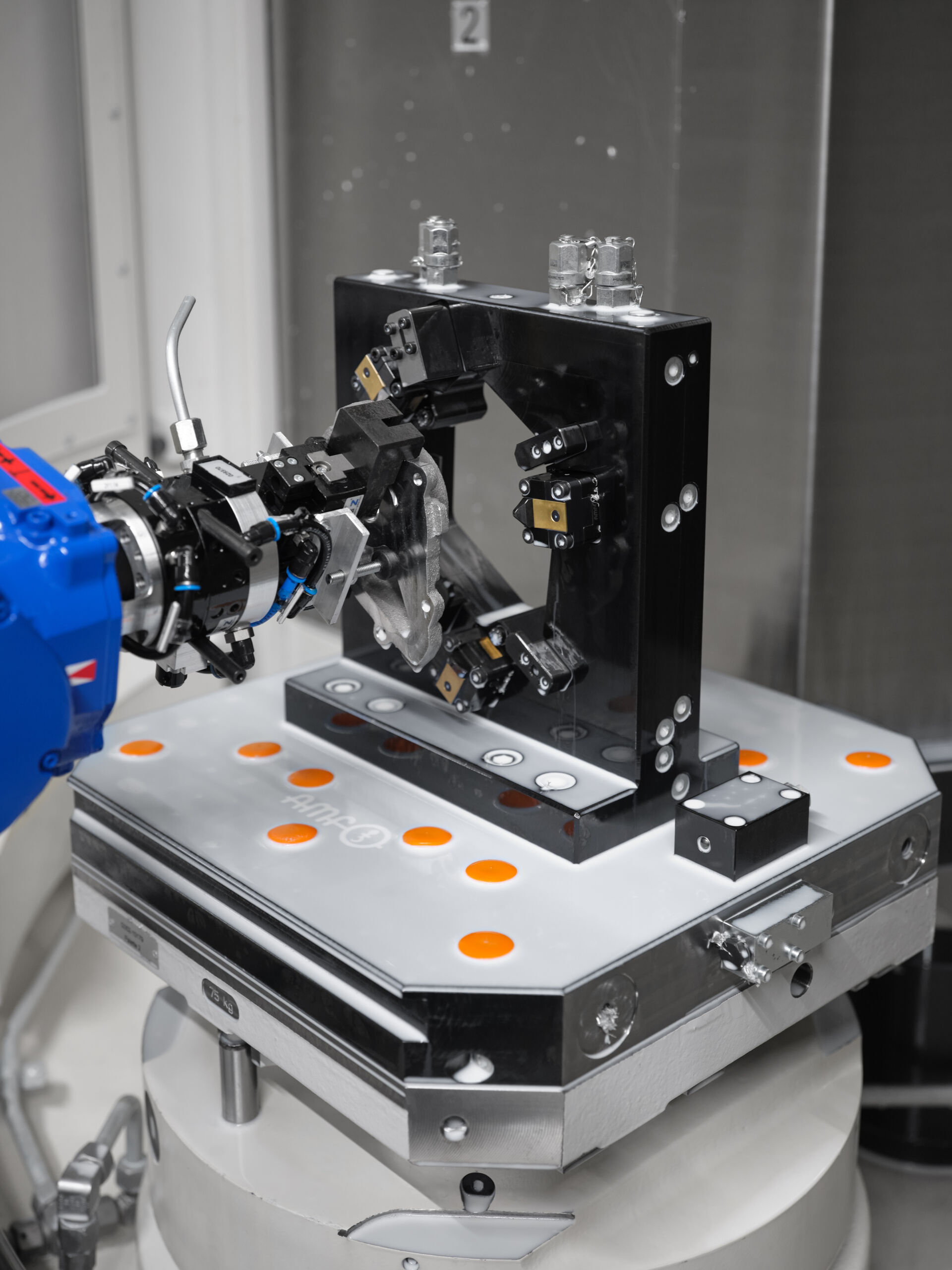
Anlage aus Roboterarm und Prüfzelle vorgestellt am Productronica-Messestand. (Bild: Engmatec GmbH)
Das neue Konzept, mit dem Radarsensoren in großen Stückzahlen sicher kalibriert und einer zuverlässigen Endkontrolle zugeführt werden, zeigte Engmatec auf der Pro-ductronica. In diesem Rahmen präsentierte der Anbieter von Montage- und Prüflinien auf seinem Messestand beispielhaft eine Inline-Anlage bestehend aus Roboterarm und Prüfzelle. Sie lässt sich in Produktionslinien integrieren und testet versiegelte Radarsensoren mit Arbeitsfrequenzen zwischen 24 und 70GHz bei Reichweiten von 2 bis 200m. Das Be- und Entladen des Prüfsystems wird von einem kollaborierenden Roboter übernommen, der ohne Schutzumhausung arbeitet. Als Prüflinge kamen Modellautos zum Einsatz, die Messebesucher als Andenken behalten durften.
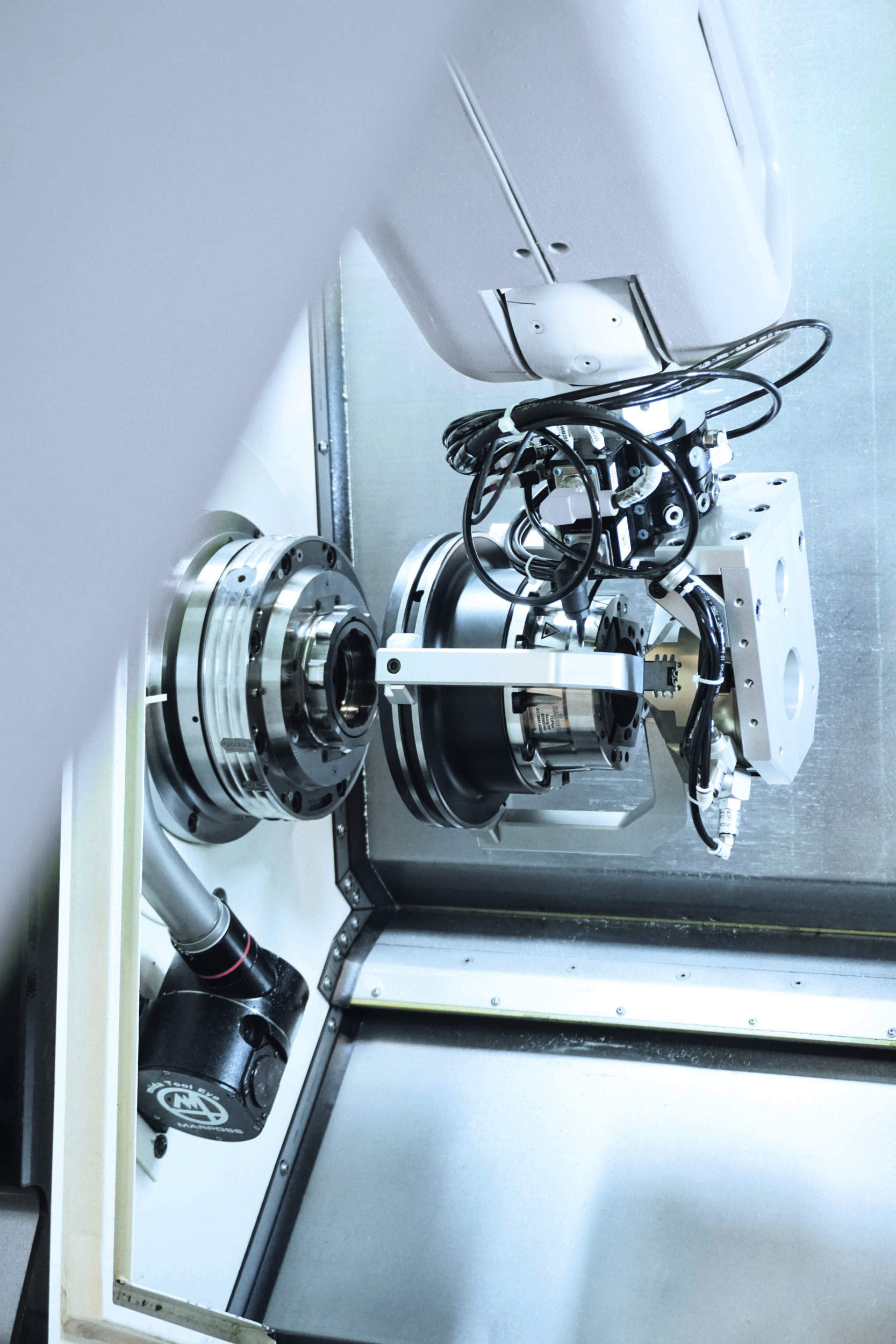
Abgeschirmte Prüfzelle bestücken
Um bei der Prüfung von Radarsensoren Störungen auszuschließen, muss der Testbereich besonders abgeschirmt werden. Dies gilt sowohl für externe Einflüsse, z.B. Handyfunk von Mitarbeitern oder Störimpulse von Frequenzumrichtern, wie auch für die interne Strahlung aus dem Prüfbetrieb selbst. Mit einem Roboter werden die Sensoren in eine strahlungsdichte Kammer eingebracht. Dafür greift er per Sauggreifer den Prüfling auf der Eingabeseite auf. Ist kein Sensor da, prüft er weitere Zuläufe. Der Sensor wird in das sogenannte Nest der Zuführ-Schublade abgelegt und diese wird entriegelt. Der Roboter schließt dann die Schublade und bringt so den Prüfling in den mit Absorbermaterial ausgekleideten Testraum ein. Er eignet sich für Baugruppen zwischen 90x63x20mm und 120x85x28mm. Nach ca. 3s Testlauf öffnet der Roboterarm die Schublade, entnimmt den Prüfling und legt ihn auf der Ausgabeseite ab. Dann startet der Vorgang von neuem. Das Verfahren ist flexibel aufgebaut und lässt sich leicht an unterschiedliche Fertigungslinien und Produkte anpassen.