Hochpräzise Sechsachs-Parallelkinematik
Schweiß-Hexapode in Serienreife
Das hochpräzise WIG-Schweißen von dünnen Blechen oder exakten Rundnähten ist ein komplizierter Prozess, der bisher weder von herkömmlichen Maschinen noch von Hand zufriedenstellend ausgeführt werden konnte. Der Maschinenbauer Castro entwickelte daher eine Parallelkinematik-basierte Schweißzelle, die durch den Einsatz leistungsstarker Automatisierungstechnik nun Serienreife erreicht hat.
")
Castro-Geschäftsführer Udo Massari mit einem Edelstahl-Katalysator für Reinraumtechnologie (Bild: Beckhoff Automation GmbH & Co. KG)
PC-based Control und TwinCAT 3 CNC
Die Schweißnaht, die Castro-Geschäftsführer Udo Massari an einem Titan-Katalysator für Luxusautos zeigt, ist glatt wie eine Silikonfuge: „Es entsteht ein absolut gleichmäßiger Wulst. Wir sind die einzigen, die diese Qualität liefern können.“ Das schaffe nicht einmal ein Roboter, sondern nur der Wigpod, eine automatisierte Wolfram-Inertgas-Schweißzelle. Deren sechs parallel angeordneten Achsen können ihre Länge verändern und sich in allen drei translatorischen und rotatorischen Freiheitsgraden bewegen. In Kombination mit moderner Steuerungs- und Antriebstechnik von Beckhoff hat die Maschine nun die Serienreife erreicht. Der Umstieg von der zuvor verwendeten Steuerungstechnik auf PC-based Control war unkompliziert. „Innerhalb von vier Monaten hatten wir die komplette Steuerung erneuert sowie die Transformationsanpassung und HMI-Programmierung realisiert“, erzählt Massari.
")
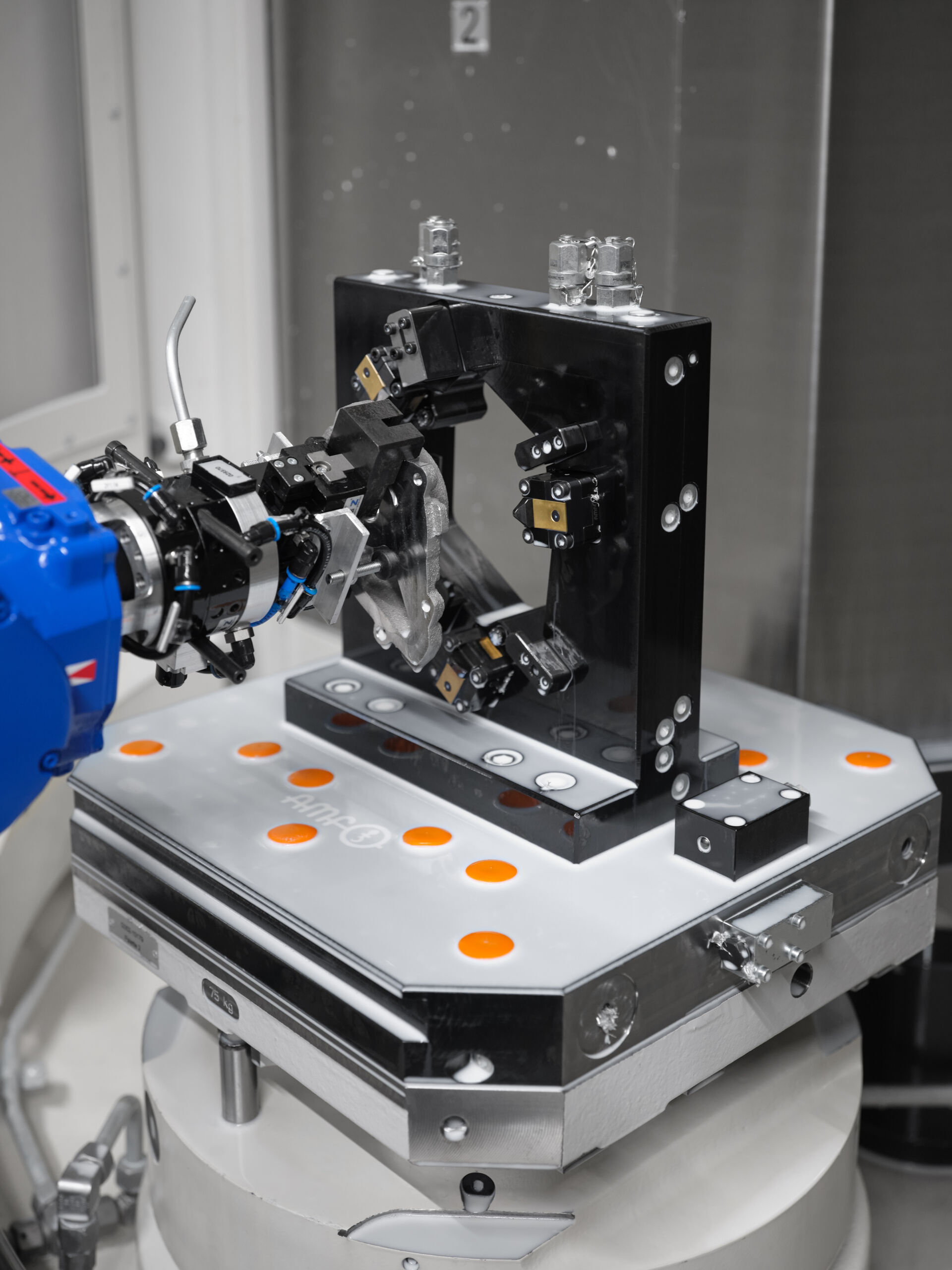
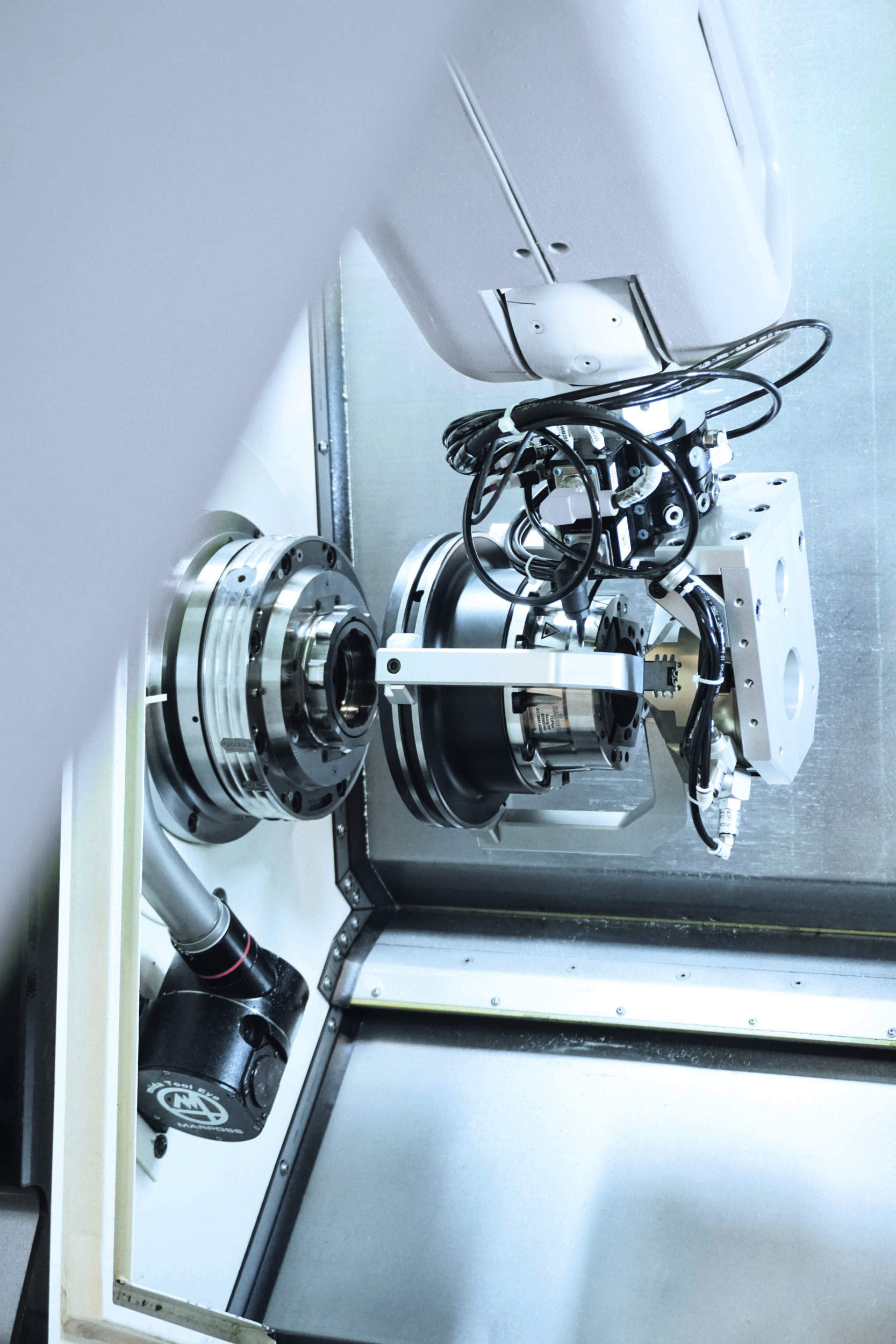
Bei Wigpod läuft der Schweißvorgang in einer hermetisch dichten Zelle ab, da eine reine Inertgas-Atmosphäre nötig ist. (Bild: Beckhoff Automation GmbH & Co. KG)
Hohe Präzision und Wiederholgenauigkeit
Bereits seit den 1990er-Jahren entwickelt Castro Systeme auf Basis der Hexapodtechnik. Zunächst begann man mit medizinischen Behandlungs- und OP-Liegen. Parallel wurde aber auch an einer Lösung für den Maschinenbau gearbeitet. Im Jahr 2009 kam als Basismodell der erste, sogenannte Caspod auf den Markt. „Die Herausforderung bei der Entwicklung bestand vor allem in der Umsetzung der Parallelkinematik in CNC-basierte Steuerungstechnik“, erklärt Massari: „Mit dem Einsatz von PC-based Control hat nun aber eine neue Ära begonnen, die den Anforderungen des Präzisionsmaschinenbaus genau entspricht.“ Die Caspod-Baureihe umfasst sechsachsige Maschinenzellen mit Parallelkinematik, die für ganz unterschiedliche Anwendungen ausgelegt werden können, z.B. Schweißen, Entgraten, Fräsen, Polieren oder Laserschneiden. Die kompakte, CE-konforme Bearbeitungszelle zeichnet sich durch hohe Dynamik, Bahngenauigkeit und Steifigkeit aus. So kann die neue Schweißzelle den 0,5kg schweren Brenner mit einer Genauigkeit im Hundertstel-Bereich positionieren, bei einer Vorschubgeschwindigkeit von 60m/min – und das bei nur einem Bruchteil der Leistungsaufnahme herkömmlicher Arbeitsmaschinen. Möglich wird das durch die parallele Anordnung der Achsen, deren zu bewegende Eigenmasse sehr gering ist: „Die Besonderheit besteht darin, dass die Bewegung in einer Achsrichtung von sechs statt nur von einem Antrieb ausgeführt wird“, so Massari. „Herkömmliche, seriell angeordnete Systeme müssen hingegen für die gleichen Aufgaben mehrere 100kg Eigengewicht bewegen und erreichen dabei schnell Leistungsaufnahmen von mehreren kW.“ Bei vergleichbarem Arbeitsraum arbeitet Wigpod mit einer Leistungsaufnahme von nur 0,8kW um ein Vielfaches energieeffizienter. Somit können Bauteile für Handwerk, Industrie, Luft- und Raumfahrt sowie Automotive – insbesondere aus Titan, Aluminium und Edelstahl – vollautomatisch ohne Anlauffarben, energieeffizient sowie umwelt- und gesundheitsschonend geschweißt werden.