Zwei Sechs-Achs-Roboter arbeiten zusammen
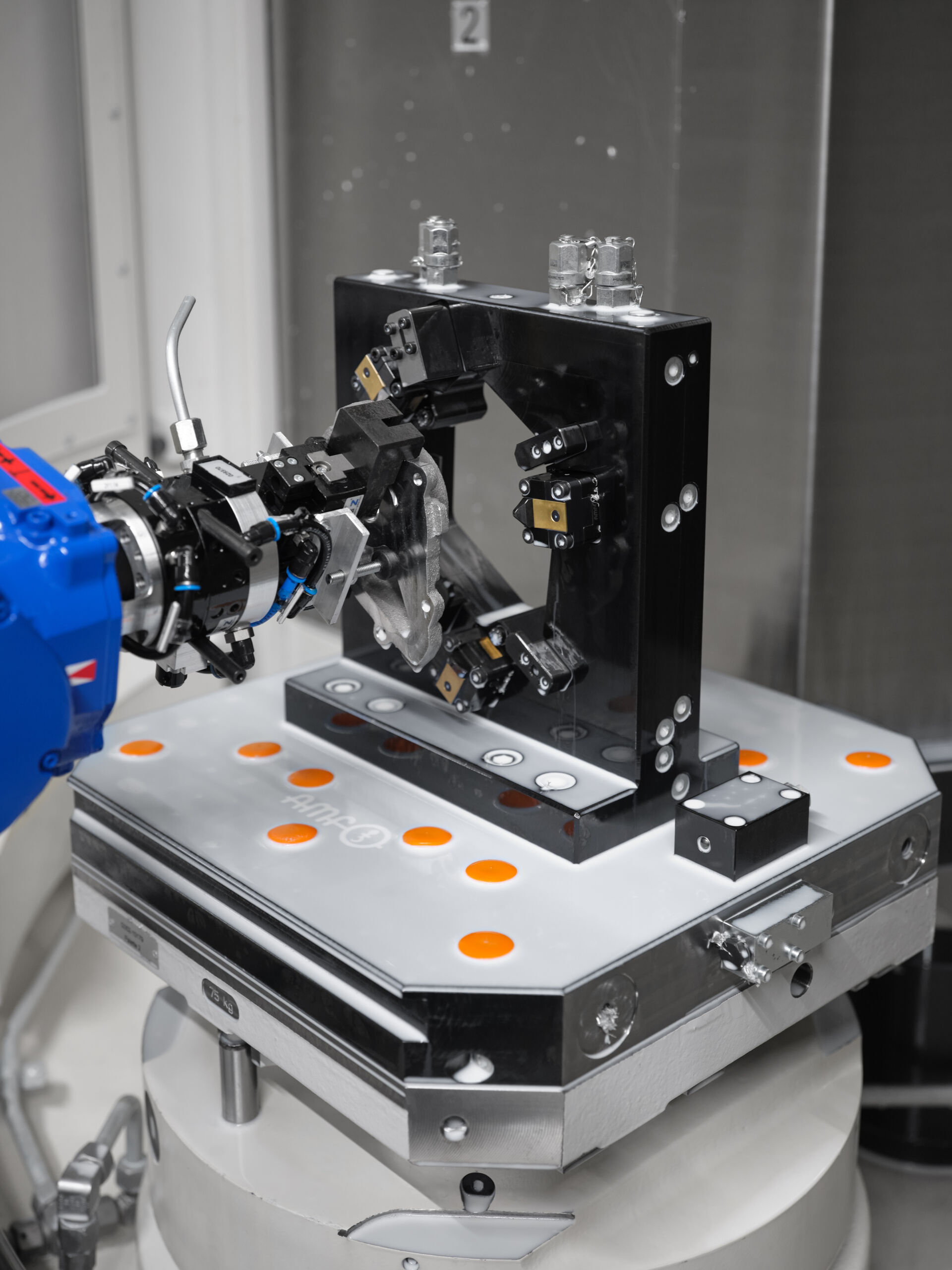
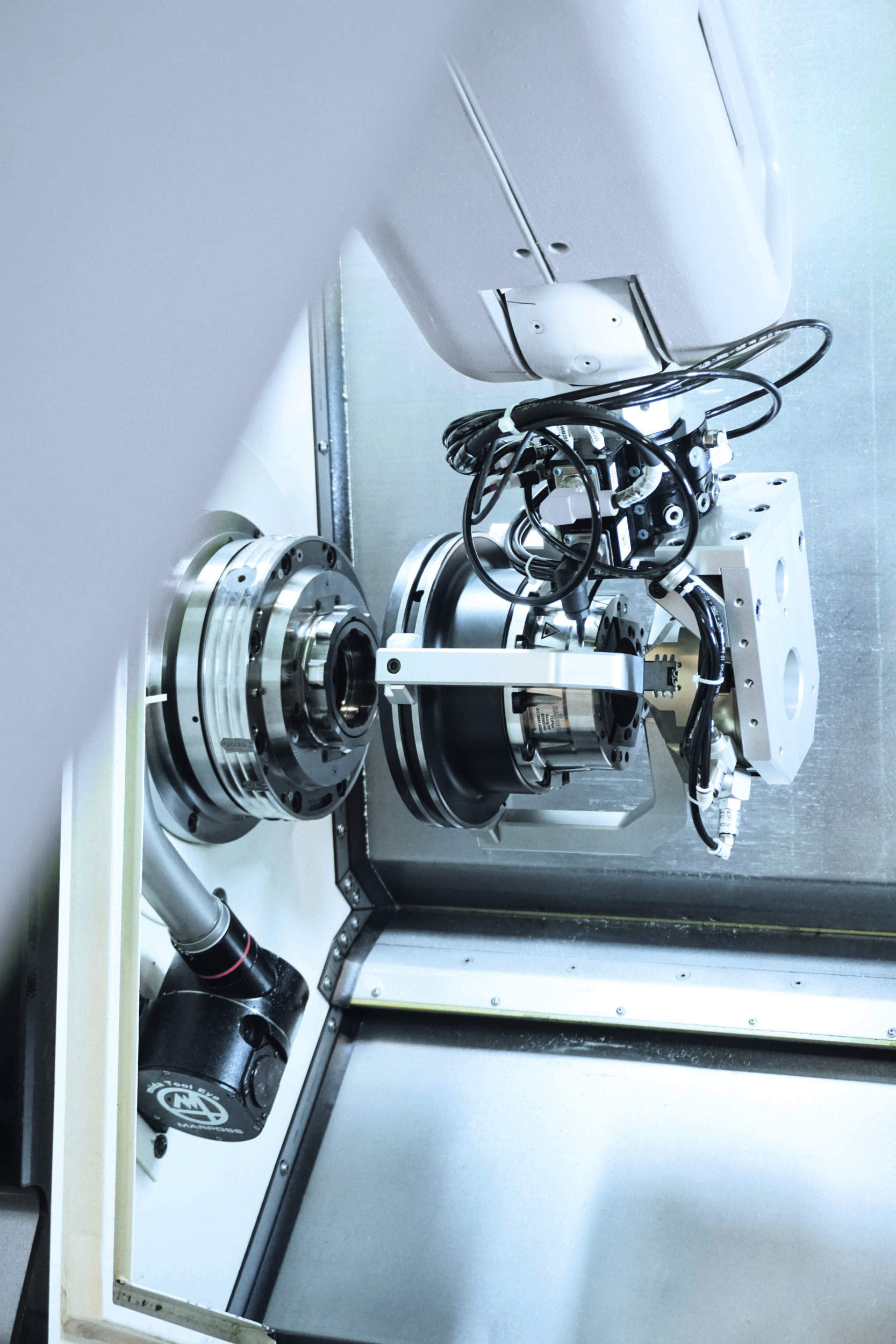
Den Kern der Anlage bilden zwei Sechs-Achsroboter von ABB vom Typ IRB 140 sowie ein Feha SM1000E CO2-Laser. Pro Arbeitszyklus nehmen die sich gegenüberstehenden kooperierende Roboter je eine Sinterglas-Filterscheibe beziehungsweise ein Glasrohr aus den beiden Vorratstrays der Roboterzelle. Anschließend richten sie ihre Greifer exakt horizontal aufeinander aus und führen die Filterscheibe in das Glasrohr bis auf die vorgesehene Tiefe ein. Ist diese Phase abgeschlossen, rotieren die Greifer. Je nach Filtertyp, Rohrgröße und Position der Filterscheibe kann dabei ein Roboter allein beide Glaskomponenten, also Rohr und Filterscheibe, mit seinem kontinuierlich drehendem Kombigreifer in den Fokus des Lasers halten, oder beide Roboter arbeiten dazu im Synchronmodus im MultiMove-Betrieb. Der Laser schmilzt zunächst die Filterscheibe präzise in das Rohr ein und erhitzt es dann lokal zur Warmbearbeitung. Letztere erfolgt mit einer im rechten Winkel zur Drehachse andrückenden Formrolle. Dabei müssen die Roboter den beim Formen auftretenden Kräften standhalten und gleichzeitig feinfühlig wie ein Glasbläser sein. Nach dem Einschmelzen und Formen bringen die Roboter das Glasrohr wechselseitig in eine leicht geneigte Drehposition, sodass der Laser die beiden scharfkantigen Rohrenden ohne Wulstbildung glätten kann. Anschließend führt einer der Roboter den fertig gefügten Glasfilter in die zum Lasergravieren erforderliche Position, bevor er ihn in den Tray stellt. Neben den Robotern spielt der CO2-Laser eine wichtige Rolle. Der Feha SM1000E arbeitet in zwei verschiedenen Modi. Bei hoher Energieleistung schmilzt er die Filterscheibe in das Borosilikat-Glasrohr ein oder erwärmt das Glas für weiteres Warmbearbeiten. Beim Gravieren arbeitet er mit geringerem Energieeintrag nach einem von Feha entwickeltem Mikroabtragsverfahren. Es erlaubt das Beschriften mit frei gestaltbaren Kennzeichnungen über Projektionen von Teilbildern. Dazu dreht der Roboter das Glas schrittweise in die jeweils erforderliche Position. Über die Steuerungssoftware kann der Bediener dazu unterschiedliche Strahlbewegungen des Lasers für wechselnde Gravurbilder ausführen. So lassen sich Chargenbezeichnungen für eine Identifikation und Rückverfolgbarkeit der Produkte einzeichnen. Wie Geschäftsführer Curland schildert, lassen sich auf der Roboter-Laser-Anlage Gläser mit verschiedenen Geometrien, Wanddicken, Rohraußen- und -innendurchmessern, Filterfeinheiten und Längen herstellen. Für ihn machen die Programmierbarkeit und die vielen werkstückspezifischen Greifer und Formrollen die Flexibilität der Anlage aus. Die thermischen und roboterspezifischen Prozesse sind dabei für jeden Filtertyp individuell einstellbar. Außerdem kann der Hersteller die Prozessstufen parametrieren, den Gesamtprozess bei Bedarf modular zusammenstellen und auf neue Produkte abstimmen.