Roboteranlage zum Schweißen von Stützen
Qualität und Ergonomie im Fokus
Robotergestützte Schweißanlagen sorgen für kurze Durchlaufzeiten, eine hohe Produktivität sowie ein ergonomisches Arbeitsumfeld. Besonders effektiv wird das Ganze, wenn die Roboteranlage aus mehreren Prozessabschnitten besteht, die sich gegenseitig ergänzen. So arbeiten Roboter für das Bauteilehandling Hand in Hand mit modularen Schweißzellen, während Sensorsysteme Bauteiltoleranzen automatisch ausgleichen.
")
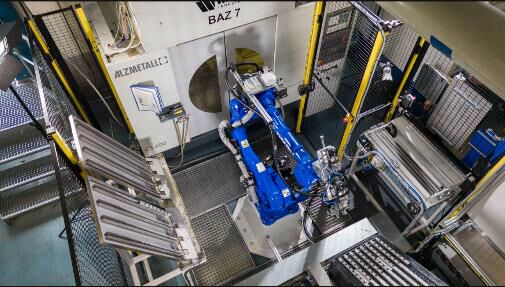
In der neuen Cloos-Roboteranlage bei BPW arbeiten Handlingsystem und Schweißtechnik Hand in Hand zusammen. (Bild: Carl Cloos GmbH)
Seit 1898 produziert BPW komplette Fahrwerksysteme für Lkw-Anhänger und -Auflieger. Darüber hinaus bietet das Unternehmen Verschließsysteme und Aufbautentechnik, Beleuchtungssysteme und Kunststofftechnologien sowie benutzerfreundliche Telematikanwendungen für Trucks und Trailer an. Durch die Automatisierung und Anpassung von Haupt- und Nebenprozessen will das Unternehmen kurze Durchlaufzeiten und eine hohe Produktivität erzielen. Außerdem soll das Arbeitsumfeld für die Mitarbeiter weiter verbessert werden. Deshalb hat BPW Anfang des Jahres eine ältere Cloos-Anlage aus 2002 zum Schweißen von Stützen durch eine neue Roboteranlage ersetzt. Sie besteht aus mehreren Teilbereichen, die sich gegenseitig ergänzen.
")
Handlingroboter bestücken und entladen Schweißzellen der neuen Anlage bei BPW vollautomatisch. (Bild: Carl Cloos GmbH)
Automatisiertes Bauteilehandling
Zunächst heften Mitarbeiter die Teile manuell an vier Arbeitsplätzen. Anschließend legen sie die vorgehefteten Stützen auf spezielle Werkstückträger, die über zwei parallele Förderbänder automatisch zur weiteren Verarbeitung gelangen. Jeder Werkstückträger ist mit einem RFID-Speicherbaustein versehen, auf den alle relevanten Informationen zum jeweiligen Bauteil geschrieben werden. Der nächste Anlagenbereich besteht aus zwei Handling-Robotern und sechs Schweißzellen, die beidseitig angeordnet sind. Zunächst nehmen die Roboter die Stützen, lesen den RFID-Code am Werkstückträger, legen die Bauteile in eine freie Schweißzelle ein und geben die Bauteilinformationen an die Schweißzelle weiter. Die Werkstückträger werden über das Fördersystem automatisch zurück zum Einlegebereich geleitet. Nach dem Schweißprozess entnimmt der Roboter die Stützen wieder und legt sie auf ein weiteres Förderband, das die Bauteile in den nächsten Anlagenbereich bringt. Die Handling-Roboter sind jeweils mit einem Doppelgreifer ausgestattet, sodass die Abholung und die Ablieferung der Bauteile fast gleichzeitig erfolgen.
Modular aufgebaute, kompakte Schweißzellen
Alle Schweißzellen sind gleich aufgebaut und verfügen jeweils über einen Zweistationen-Werkstückpositionierer mit horizontalem Wechsel sowie Dreh- und Schwenkbewegung. Jede Zelle ist mit dem kompakten Schweißroboter Qirox QRH-280 ausgestattet. Aufgrund seiner geringen Masse und kleinen Hebelarme erreicht der Roboter große Geschwindigkeiten und gleichzeitig eine hohe Positioniergenauigkeit. Jede Schweißzelle ist mit Fenstern ausgestattet, was die Instandhaltung vereinfacht. Darüber hinaus ermöglicht der modulare Aufbau auch in Zukunft schnelle Erweiterungen. So lassen sich bei Bedarf problemlos zwei weitere Schweißzellen integrieren sowie das Heften automatisieren.